
立磨行星齒輪減速機高速軸軸承安裝游隙的調整方法
2023-05-06何愛國
(山東魯碧建材有限公司)
引言
立磨行星齒輪主減速機是立磨運行的核心設備,其傳動方式屬于精密傳動范疇,維護保養的技術含量高,軸承游隙就是一個重要的質量指標。在不同狀態下,軸承游隙是不一樣的,其工作游隙會影響軸承中的負荷分配,關系到運行時的振動、噪聲和摩擦力的大小,Z終關系到軸承的壽命。工作游隙是否合理,取決于安裝游隙是否準確。安裝游隙控制是否精準,關鍵在方法是否正確。本文通過實際案例介紹安裝過程中決定安裝游隙大小的關鍵尺寸——軸承外圈之間隔套尺寸的調整方法。
01 行星齒輪減速機高速軸的結構
某公司擁有三條礦粉生產線,全部配置成都建材設計院CRM礦渣立磨,其行星齒輪減速機為一級錐齒輪-二級平行軸-三級行星齒輪的三級減速傳動結構,配套3150kW主電機。行星齒輪減速機高速軸的結構形式如圖1所示,29348E軸承的安裝游隙要求控制在0.10~0.15 mm。

圖1 行星齒輪減速機高速軸的結構
02 直接用測量計算結果調整方法控制安裝游隙的不準確性分析
行星齒輪減速機高速軸軸承安裝游隙與軸承外圈之間隔套的尺寸、軸承背靠背隔套的尺寸和軸承外圈端面到內圈的垂直距離存在幾何關系。從理論上講,安裝前測量以上三個尺寸,可計算出安裝游隙是否在要求范圍;如果不在要求范圍,直接調整軸承外圈之間隔套的尺寸,可實現安裝游隙的正確控制。但安裝前測量尺寸存在誤差,用測量計算結果調整方法控制安裝游隙,會導致安裝后實際的安裝游隙不是計算出來的數值。
(1)軸承游隙與相關可測幾何尺寸的關系。2盤29348E軸承外圈之間隔套尺寸為a,2盤29348E軸承背靠背隔套尺寸為b,從圖2可知:a-(2c+b)= 0.10~0.15 mm,即軸承安裝游隙。
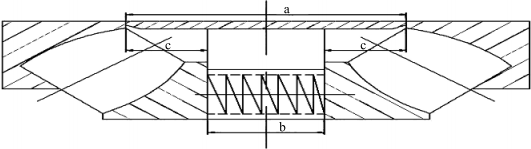
圖2 軸承游隙與相關可測幾何尺寸的關系
(2)測量29348E軸承外圈端面到內圈的垂直距離。具體方法如下:將29348E軸承放在水平面上,用力將軸承外圈壓緊,用力的著力點呈180°布置,用校驗好的深度尺測量出實際數據,見圖3。29348E軸承外圈端面到內圈的垂直距離名義尺寸為31 mm,本次測量2個點的尺寸分別為31.50 mm和30.40 mm,兩次取平均值為30.90 mm,即c=30.90 mm。

圖3 29348E軸承c的測量
(3)a、b的測量。使用千分尺測得a=111.30 mm,b=49.07 mm,見圖4、圖5。

(4)計算結果。a與2c+b的真正差值即為高速包軸承的游隙:a-(2c+b)=111.30-(2×30.9+49.07)=0.33 mm
(5)分析。0.33 mm遠大于安裝游隙0.15 mm的Z大控制值,說明當前的隔套尺寸a太大,是否需要用磨床磨削0.33-0.15=0.18 mm才能滿足要求?我們的實踐經驗證實,答案是否定的。我們分析認為,人工測量數值c時,人為因素影響較大,手壓緊29348E軸承外圈時的力的大小、力的作用方向等因素影響數值c的測量準確性。
03 試裝法控制軸承安裝游隙
(1)將29348E軸承內圈采用電加熱器加熱到110 ℃,在高速軸上裝入29348E軸承內圈,隨后裝入29348E軸承外圈和隔套。
(2)用3t行車將22256軸承室筒體裝入。筒體在裝入過程中,靠近小傘齒的22256軸承較難平穩地進入軸承室,所以待軸承室與筒體接觸后,用米尺測量4個點,即軸承端面到軸承室端面的距離,確保4個點的數值差異不大,用銅棒輕擊軸承,使軸承保持水平,配合行車平穩下落,使軸承能夠順利安裝到筒體軸承座中。同時從軸承筒上部向22256軸承室筒體內部觀察29348E軸承是否保持水平狀態。
(3)裝入29348E軸承外圈壓蓋,先用清洗劑將壓蓋清洗干凈后放置一旁,等待安裝。
在29348E軸承外圈端面上均勻涂抹樂泰641膠水。將清洗后的壓蓋用3 t行車調入軸承筒,使其與29348E軸承外圈接觸。壓蓋在裝入的過程中需要用銅棒加以引導,使其以Z快速度裝入22256軸承座筒體內,并與29348E軸承外圈接觸。
(4)當壓蓋與29348E軸承外圈接觸時,通過彈簧安裝孔觀察,壓蓋壓入后29348E軸承是否保持著水平狀態。若29348E軸承水平發生變動或移位,將撬棍插入主軸和彈簧隔套的內徑之間,撬動調節使已經裝入的29348E軸承保持水平。具體如圖6和圖7所示。

圖6 軸承筒裝入
(5)將2盤29348E軸承內圈?套內部的彈簧清洗干凈后裝入。準備規格為30 t的空心液壓頂和鋼桶(鋼桶直徑為Φ325 mm,高度為765 mm)。將另一盤29348E軸承內圈裝入,用銅棒敲擊29348E軸承內圈,確保內圈裝入到位。
(6) 將空心液壓頂和鋼桶用3t行車吊入,將絲杠旋進主軸端面預留的中心螺栓孔處,使鋼桶端面與29348E軸承內圈接觸。啟動空心頂,使空心頂頂住29348E軸承內圈,壓力在0.2 MPa左右,保壓10分鐘。用4條螺栓將29348E軸承接觸的端蓋和22256軸承室筒體法蘭端面聯結貼合。具體如圖8和圖9所示。

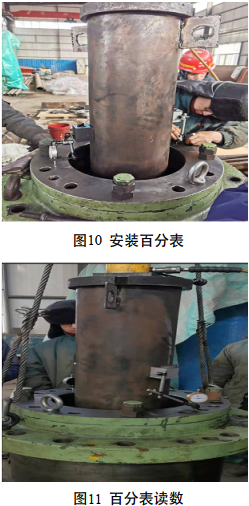
(7)在鋼桶兩側加裝百分表2個,百分表指針只在29348E軸承外圈壓蓋上,調整兩百分表的初始數值為0,利用25t吊車將整個高速包垂直吊起。測得兩百分表數值分別為0.26mm和0.19mm,兩數值取平均值0.225mm。為確保測量數據的準確性,此步驟需重復操作2次,在2次操作數據變化不大的前提下,取平均值0.225mm為Z終數值。該數值0.225mm與高速包軸向游隙0.15mm相差0.075mm,所以Z終需將29348E軸承隔套尺寸α磨削減去0.075mm,才能保證Z終高速包軸向游隙為0.15 mm。具體如圖10和圖11所示。
(8)按照逆序逐步拆解,將29348E軸承隔套a取出到磨床進行磨削0.075 mm處理,隨后將隔套a進行回裝,同時將29348E軸承進行全部回裝。
(9)安裝NU244軸承,先將NU244軸承隔套加熱到90℃后裝入高速包主軸,隨后將NU244軸承內圈加熱到90℃左右裝入,再將NU244軸承甩油盤裝入,將甩油盤鎖母裝入后旋緊,冷卻20min左右。依次將NU244軸承甩油盤鎖母和甩油盤取出,將NU244軸承外圈裝入,Z后將NU244軸承甩油盤和甩油盤鎖母依次裝入。整個高速包軸承的裝配工序完成。
(10)再次用步驟7測得高速包軸承游隙為0.15mm。
04 結束語
綜上所述,采用測量實體尺寸計算結果,將29348E軸承隔套尺寸a磨削減去0.18mm,安裝好后實際的安裝游隙會是0.225 mm-0.18mm=0.045mm,不在0.10~0.15mm范圍,會導致安裝游隙控制失敗。事實證明,試裝法能準確確定軸承隔套尺寸a的削減量,能有效地保證安裝游隙的控制。
(來源:備件網)
