
石灰回轉窯托輪的調整
2023-08-22李海山
1 前言
回轉窯是支撐在托輪上的巨大回轉體。它長期處于重載、高溫、粉塵的惡劣環境中,在兩支點托輪上長期連續運轉,是石灰生產線上關鍵的設備。它與水泥以及白灰回轉窯相比長徑比小,有其自身的特殊性。回轉窯托輪是回轉窯設備中的重要部件,回轉窯托輪調整得是否適當,不但直接影響到回轉窯擋輪、筒體及輪帶等各部位的受力況,而且還直接反映在托輪軸瓦溫度的變化上。因此,正確地調整托輪相對位置對回轉窯的正常運行至關重要。
2 托輪的調整原理
回轉窯傾斜安裝,白重與摩擦產生軸向力,又因輪帶與托輪軸線不平行而產生附加軸向力。較重的筒體位置很難固定,應允許沿軸向往復串動。為了使托輪和輪帶工作表面磨損均勻,也要求筒體軸向串動。所以,需要了解和掌握托輪的調整原理。
2.1 托輪的調整目的
根據生產中維護和檢修回轉窯的經驗,要保證回轉窯機械設備的長期安全運轉,關鍵問題在于托輪調整。調整托輪的目的:一是維持回轉窯軸線的直線性;二是使窯體能沿軸向正常往復串動;三是讓各擋托輪均勻地承擔筒體載荷;四是使大齒輪齒面均勻磨損。只有通過調整托輪達到以上的目的才能保證回轉窯正常運行。
2.2 托輪的受力分析
回轉窯軸線與水平線成3.5%~4%的斜度。當窯體處于靜止狀態時,窯體及輪帶自重G的下滑分力F明顯小于輪帶與托輪問的摩擦力T,因而筒體在這種情況下不會往下滑動(如圖1示)。

但當窯轉動時,簡體就會緩慢向下滑動動。原因是當窯運轉時,輪帶與托輪的接觸處受力情況發生了變化。以輪帶為對象,其低端上除了受平行于窯體軸線下滑力F、法向反力N’以及摩擦力T之外,還有一個由大齒輪傳動時產生的圓周力P,其方向沿輪帶切線且垂直于簡體下滑力F(如圖2示)。
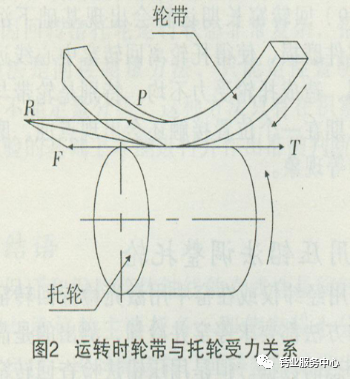
實踐表明,圓周力P與簡體的下滑力F的合力R,雖不能克服摩擦阻力而使簡體下滑,但卻能在接觸處產生彈性滑動,這是造成回轉窯在運轉時簡體下滑的根本原因。
2.3 托輪的調整原理
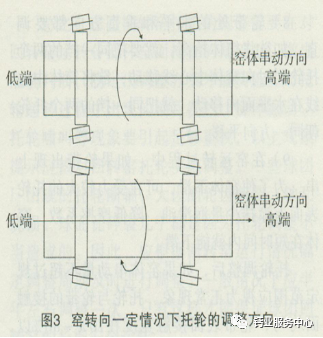
如果把托輪軸線相對于窯軸線在垂直面上的投影不平行稱為傾斜,在水平面的投影不平行稱為偏斜,那么托輪的調整就是通過調整托輪相對位置,使得托輪軸線與回轉窯軸線在水平面的投影產生偏斜,從而產生使窯體上串的力;當它大于窯體自重的下滑分力時,窯體能上串,反之使窯體下滑。
控制回轉窯下串就是通過將托輪調斜的辦法來達到控串的目的,即根據窯的回轉方向,把托輪軸線調斜一點,使其與窯軸線呈微小偏角,這就是控制回轉窯下滑的基本原理。根據回轉窯轉向調整托輪的正確方向如圖3所示。
3 托輪的調整方法
回轉窯在調整時要根據回轉窯運轉情況進行全面的檢查,然后制定調整方案。調整的具體內容主要有以下方面。
1)在調整托輪前必須根據窯體的串動情況,結合儀器的測量徹底查明串動原因,方可按調整步驟進行調整。
2)根據上下擋輪軸承的溫度情況,應檢查各擋輪與輪帶的接觸和托輪軸承止推盤受力情況,據此選擇一對或兩對托輪進行調整,直到窯體正常串動為止,但托輪軸線的傾斜角度不得超過0.5°。
3)先從窯尾的各對托輪開始調整,以頂絲的旋轉角度控制托輪的移動量,每次調整要在頂絲端部做好標記,每次調整只允許30~60°的微量旋動,在綜合觀察回轉窯運行4~8小時后才可進行下次微調。
4)在回轉窯慢轉或是靜止情況下,托輪頂絲難以旋動,因此調整托輪一般只能在回轉窯正常運行時進行。
5)在調整時,嚴禁利用受力的托輪調整,否則容易使窯體迅速向下或向上串而造成事故,還容易使托輪及輪帶受到損傷。
6) 如果擋輪軸承溫度較高,說明窯體對上擋輪或下擋輪壓力過大,應檢查擋輪與輪帶的接觸和托輪軸承止推盤受力情況。一般輪帶靠上側擋環,托輪上側止推盤與軸瓦端間隙為零視為正常。
6)調整托輪幾種方法:兩個頂絲同量頂進同量退出;一個頂絲進,一個頂絲退;只進退其中一個頂絲。
7)輪帶處的水平和垂直方向都要調直,如欲將筒體抬高,就要把同一擋的兩個托輪同時向窯體中心線移動;欲將簡體中心線在水平面內移動,就把同一擋的兩個托輪朝同一方向平移。
8)在窯運?過程中,如果輪帶出現上串,為了使窯體下滑,可在受力較大的托輪表面二涂抹少量潤滑油,降低摩擦系數,窯體在短時間內就能下滑。
托輪調整后,如果窯體串動量不超過規定范圍應視為正常現象。托輪與輪帶的接觸而均勻,輪帶表面接觸寬度在70%~80%以上,兩個托輪的接觸成對稱狀態,窯體無異常串動,這表明回轉窯運轉是正常狀態。
4 托輪調整注意事項
托輪承受力均衡,窯體上下串動靈活,運行正常是調整托輪后達到的效果。在托輪調整過程中應注意以下幾方面的問題。
1)托輪應全面檢查,正確判斷。筒體下滑時,上推力小的托輪先調;簡體上串時,上推力大的托輪先調;簡體彎曲過大時,要逐步調直。
2)靠近傳動裝置的托輪只做微量調整。調整后灃意托輪溫度與電機電流的變化,每次調整要做好完整的記錄。
3)托輪擺放位置不能調成八字形,同時也不能使各擋托輪擺成促使窯體下串的位置。這樣會造成托輪不均勻磨損與調整失敗。
4)在回轉窯長期停窯時,除自重外,陽光對簡體的照射也會對簡體造成彎曲,應引起重視。應定時對回轉窯停機的位置進行變換,不能長期停在一個位置。
5)回轉窯中心調整主要是通過調整托輪的中心米調整輪帶中心,從而使回轉窯在各擋托輪的支撐下處于良好的受力狀態。
6)調整托輪采取微調觀察效果再微調的辦法,不能一步調整到位。因此,在調整之初,一定要觀察與考察擋盤受力情況。通常,軸承擋盤受力較大,則轉動負荷也大。
7)在冷卻水供應正常情況下,每個托輪的軸瓦溫度應基本一致。如果其中一個托輪軸瓦的溫度高出其它3~5℃,應視為該托輪受力過大,需要調整。
8)為了使托輪與滾罔有一個固定的良好接觸面,調整后的托輪應使兩托輪的兩軸端中心距相等。
9)回轉窯長期運轉會出現基礎下沉、支撐件磨損,使得托輪離回轉窯中心線遠近不同,造成托輪受力不均。特別是輪帶與托輪長期在一個位置接觸還會出現點蝕、磨損不均等現象。
5 用壓鉛法調整托輪
用經緯儀或在窯中用激光檢查回轉窯軸線的方法都要求停窯并冷卻,測出的是靜止和冷態的數據。但是用壓鉛法檢查回轉窯軸線及托輪受力情況可以在動態下進行,與回轉窯實際運行情況較為接近。
用壓鉛法榆查窯體軸線的彎曲情況是將2 mm直徑的保險絲平行與托輪軸線放入輪帶與托輪的接觸面問碾壓,然后把碾壓過的鉛絲取下進行分析。被壓鉛絲形狀如圖4所示。
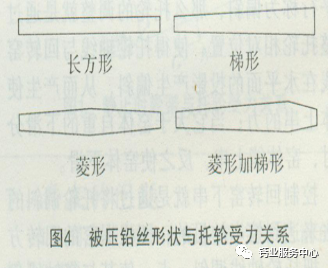
根據壓出的鉛絲大致形狀,可判斷托輪與輪帶間的接觸受力情況及相對位置。當鉛絲成長方形時,表明托輪軸線與窯軸線平行;當鉛絲成菱形時,表明托輪軸線與窯軸線偏斜;當鉛絲成梯形時,止推環與軸瓦端面兩端間隙均勻,表明托輪軸線與窯軸線傾斜;當鉛絲成梯形加菱形時,托輪軸線與窯軸線既有偏斜又有傾斜:因此,鉛絲壓出后是菱形表明托輪與輪帶處于好狀態。
當出現梯形時,說明托輪軸線在垂直面傾斜,這就要求在托輪軸承座下加墊予以消除。如果某個托輪比其它托輪碾壓的鉛絲過寬或過窄,則說明該托輪受力過大或過小,也就是該托輪太靠近或遠離窯的軸線。這可以向外移或向里頂該托輪來消除受力不均。
因回轉窯托輪運行狀態非常復雜,鉛絲檢驗法是間接測量方法,只能定性查明情況,不能定量分析,這種方法只有在積累一定經驗的基礎上才能進行并作出準確判斷。
6 結語
保證和保持簡體軸線的直線性是回轉窯使用與維修的主要任務。即使安裝十分精確,經過一段時間運轉,回轉窯基礎發生不均勻的沉陷,托輪軸瓦、托輪表面、輪帶內外網的磨損,各處溫度的較大變化都可能使窯回轉的幾何位置發生變化。必須在運轉或是榆修中根據窯的運行情況,對軸線進行檢杏與校正。
總之,回轉窯托輪的調整需要在對回轉窯運轉各部件全面檢查的基礎上;做出準確判斷,制定出調整方案才能實施。對托輪運轉過程中出現的軸瓦發熱、窯體振動、托輪嘯叫等現象要引起足夠重視,以上現象提示應該對回轉窯托輪實施調整。一些石灰廠出現的托輪斷軸、大齒輪齒斷裂、軸瓦燒損、球面瓦碎裂幾乎都是因為托輪調整不當造成的。因此,應根據回轉窯運行情況確定調整周期及時進行調整。一般情況下應半年左右調整一次,只有這樣才能保證回轉窯的長期安全運轉。
來源:網絡
(版權歸原作者或機構所有)
