
尼得科機床|滾刀刃磨精度的檢測方法―向心度
2023-08-31要想確保滾刀的使用精度、維持使用壽命、離不開正確的刃磨精度。
因此,刃磨精度是否達標、其檢測方法就尤為重要。
在JIS B4355(以下簡稱JIS)的實驗5-7號里雖然有檢測方法的介紹、但由于比較抽象理解上或許會有些困難。因此,我們為大家介紹一種即便沒有專用的測量儀也同樣可以測量的方法。
齒槽分割精度(JIS B4355 實驗號碼5-7)
需要準備
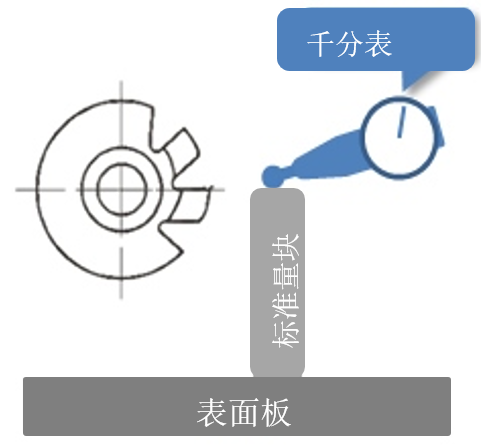
●兩頂尖固定臺(測量臺)
●帶支架的杠桿式千分表測量儀1個,刻度0.002mm
●標準量塊一組
●直桿(測量中心高度)
●千分尺
測量方法
1.將要測量的滾刀安裝在直心軸上、并將其固定在兩頂尖固定臺上。
2.組裝標準量塊。且使其與頂尖中心同等高度(*1)。
3.將千分表的測頭與量塊的基準面接觸,下壓測頭,待千分表指針轉動1周。
4.后轉動刻度盤,使0線和指針對齊。
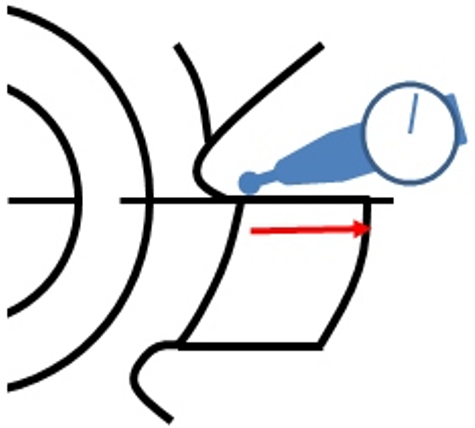
5.移動千分表測頭先端靠近齒根附近、然后旋轉滾刀、直到千分表顯示出「0」為止。(請勿調整千分表刻度盤)。
6.將千分表測頭移向齒頂、并記錄其移動量。
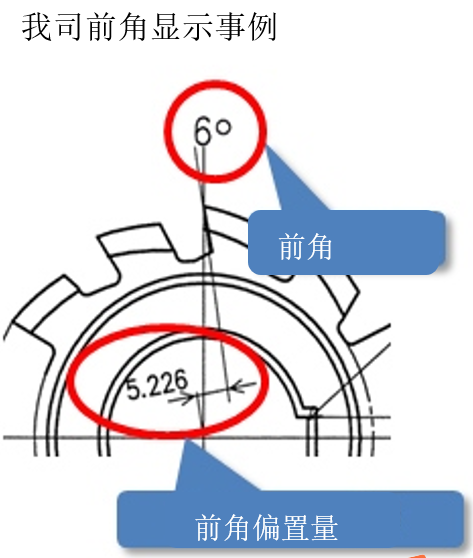
♦1 前角不是0°時,需要更改標準量塊的高度。
標準量塊高度=頂尖中心高度(H)-前角偏置量
前角在刀具圖紙及刻印處均有明確記載。
(前角 0°的時候無記載)
♦頂尖中心高度的計算方法
1、用千分尺測量直心軸的外徑(D)。
2、將直心軸安裝在頂尖臺上。
3、通過與塊規(h)的比較來測量直心軸頂部的高度
4、中心高度(H)=hm-(D/2)
將朝齒頂方向為(+)的定義為「齒頂上升」、相反朝齒頂方向為(-)的定義為「齒頂下降」。
如果在齒頂將測量儀設置為0、若朝著齒根方向測量的話,則會出現(+)(-)符號的顛倒、從而搞錯追加加工時的偏置量方向。「齒頂上升」是「齒根⇒齒頂為(+)」的意思。
來源:浙江光越
(版權歸原作者或機構所有)
