
凹紋輥逆向式涂布機改造
2023-10-07作者:趙英 來源:漿紙技術
(版權歸原作者或機構所有)
隨著無碳復寫紙生產行業的激烈競爭,無碳復寫紙等紙類產品生產行業已經處于微利的狀況,紙類加工設備若不進行不斷升級改造,已經很難適應市場的需求。由某公司設備研發團隊自主研制開發的凹紋輥式涂布機,雖然總體使用效果比較理想,但在使用過程中還是存在一些難以克服的問題,必須不斷探索改進設備的性能。
1 改造的目的及改造的必要性
本次改造主要是延長凹紋輥的使用壽命,提高車速,作為下紙,降低微膠囊的使用量,提高涂布質量,解決分散難題。減少涂布后紙面出現的細紋,提高產品質量方便操作等。
正向涂布的引紙輥、聚氨酯輥和凹紋輥三個輥是相互擠壓在一起的。這樣能夠將凹紋輥上的涂料轉移到聚氨酯膠輥上,然后再將聚氨酯膠輥上的涂料轉移到紙上。涂布過程中要求送料槽邊緣上下兩片刮刀貼在凹紋輥上,這兩片刮刀一方面起刮料作用,另一方面起到封閉送料槽防止漏料的作用。因此在上下刀片的刮料過程中,凹紋輥的磨損嚴重。如果凹紋輥表面的硬度偏低,輥面就更加容易磨損;如果輥面過硬刮刀刀片磨損就快。磨損嚴重時兩天就要換一條凹紋輥。換下的輥需要用激光重新雕刻凹槽并進行電鍍拋光,每雕刻一次凹紋輥都是一筆不小的費用,而且凹紋輥經多次雕刻,輥徑變小到一定程度后凹紋輥就不得不報廢。
正向涂布機的料槽的結構是依靠上下靠刮刀片封閉成一個密閉室,防止涂料泄漏。必須刮凈凹紋輥表面多余的涂料,才能將凹紋輥上的涂料完全轉移到聚氨酯膠輥上,以實現涂布定量。
此外,換一次刮刀片及換一條凹紋輥至少各需半個小時以上,這樣勢必影響涂布生產的連續性,提高運行成本。綜上所述,對凹紋輥正向涂布改為逆向涂布勢在必行。
2 凹紋輥逆向涂布改造方案
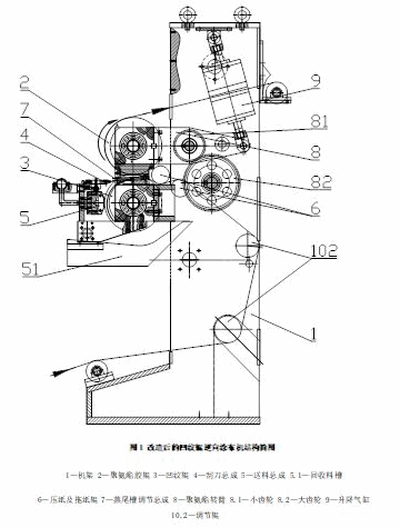
逆向涂布與正向涂布不同,采用兩輥涂布,刮刀采用單面刮刀或柔性刮刀。如圖1,該逆向涂布由送料槽總成(包括送料槽、送料管、固定桿、可以旋轉擺動的擺動蝸輪蝸桿減速機裝置等),凹紋輥,弧形輥、引紙輥、壓紙輥及其氣缸、拖紙輥、回收料槽、凹紋輥及聚氨酯膠輥等構成。
2.1 三輥改為兩輥
保留凹紋輥及聚氨酯輥,去掉引紙輥,將由原來先將凹紋輥上的涂料轉移到聚氨酯膠輥上再由膠輥轉移到紙上,改為由凹紋輥直接轉移到紙上。這需要對結構及走紙的方式進行重新布局,而且要保持原有的涂布功能。
2.2 增加精準調節裝置
改為兩輥逆向涂布,首先要保持兩輥同步。聚氨酯膠輥旋轉臂及連接在轉臂上有一對大小齒輪,兩端均有這樣的齒輪。這兩對齒輪是通過兩條中間軸連接的。通過兩個直徑mm的升降氣缸,實現聚氨酯膠輥兩端相對凹紋輥同步移動。在機架的內側并靠近聚氨酯膠輥有一條壓紙輥及一條托紙輥,壓紙輥兩端有一對Ø80mm×100mm調節氣缸,小輥在生產的過程中隨時可以隨時調整兩端的高低,以保持紙張壓在凹紋輥上并保持同凹紋輥適當的距離,方便在涂布過程中進行紙張與凹紋輥涂布的調節;托紙輥和壓紙輥的距離很近,主要作用是和壓紙輥一起可繃平紙幅在涂布過程產生的活紋并防止其漏涂。這一對輥的安裝很重要,要經過多次試驗才找到合適的位置以保證在涂布不會漏涂。
為確保凹紋輥同聚氨酯膠輥兩輥之間的距離一致,在聚氨酯膠輥上安裝了一對楔形的燕尾槽調節裝置,以便調節兩輥之間的精確間距。
2.3 改變刮刀位置及其結構
刮刀由正向涂布的輥面直徑處以下40mm左右的位置,改為距凹紋輥基準垂直面直徑處,即自圓弧的頂端30~60mm左右的位置。這樣刮刀的磨損就會相應減少,而且紙張的平滑度及顯色度明顯提高。
凹紋輥本身的加工也十分重要。為了避免在涂布過程中出現其跳動過大,形成漏涂,凹紋輥同聚氨酯膠輥輥面同兩端的軸承位的同軸度及圓跳動要求非常高,一般要求磨輥面須在在大型的數控磨床上加工完成。
3 改造效果
改造后降低涂料消耗,提高涂布紙的品質。車速由改造前的350m/min提高至400~500m/min左右。該涂布機除可以用于無碳復寫紙涂布外,還可用于其他紙種涂布如熱敏紙、熱轉印紙、熱敏紙等多紙種涂布。
凹紋輥逆向涂布采用單片刀或柔性刮刀,克服了凹紋輥正向涂布系統因料槽的上下兩片刮刀,在涂料粘稠涂布時易出現紙幅上面明顯的刮刀條痕的問題,可用于生產色紙。
改造后的產品特別是涂CB面(Coated Bottom)可提高涂布面平滑度10s,達到70s以上,高于GB/T16797-2008優級品規定的50s以上要求。微膠囊水性涂料消耗?噸可減少40kg左右。
