
淺談回轉支承的合理使用
2023-03-23鄧俊梅 劉瑞明
(包頭職業技術學院)
摘 要:回轉支承是工程機械的關鍵部件,工作中承受著各種復雜的載荷,因而合理使用就是確保主機正常運轉重要問題。
關鍵詞:回轉支承;工程機械;關鍵部件;固定螺栓;安裝面
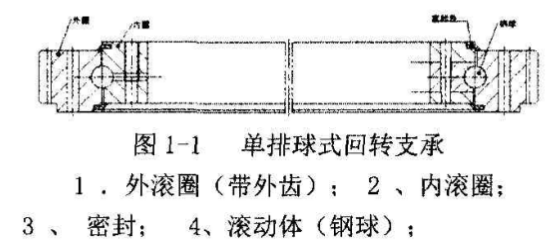
回轉支承裝置近乎特大型的滾動軸承。圖1-1為單排球式回轉支承的結構簡圖。按其結構型式可分為4點接觸球軸承、雙排角接觸推力球軸承、交叉圓柱滾子軸承、交叉圓錐滾子軸承和3排圓柱滾子組合軸承等.回轉支承可同時承受軸向力、徑向力、傾翻力矩,多有安裝孔和潤滑及密封裝置,能使主機設計結構緊湊,引導旋轉方便,便于制造、安裝與保養,因此近年來得到廣泛應用
回轉支承的應用范圍很廣,主要用于起重機械(汽車起重機、塔式起重機等)、工程機械(挖掘機、裝載機等)、運輸機械、材料加工機械、冶金機械、食品加工機械,以及軍事裝備(Tank、高炮、雷達、火箭發射臺等)、醫療機械、科研設備等。如圖1-1為Z簡單的回轉支承結構圖:
回轉支承和普通軸承一樣,都有滾動體和帶滾道的滾圈。但是,它與普通滾動軸承相比,又有很多差異,主要的有以下幾點:
1.回轉支承的尺寸都大,其直徑通常在 0.4~10 米,有的竟達 40 米。
2.回轉支承一般都要承受幾個方面的負荷,不僅要承受軸向力、徑向力,還要承受較大的傾翻力矩。因此,一套回轉支承往往起幾套普通滾動軸承的作用。
3.回轉支承的運轉速度很低,通常在 10 轉 / 分以下。此外,在多數場合下,回轉支承不作連續回轉,而僅僅在一定角度內往返旋轉,相當于所謂的“擺動軸承”。
4.在制造工藝、材料及熱處理等方面,回轉支承與滾動軸承有很大差別。
5.通常,回轉支承上帶有旋轉驅動用的齒圈以及防塵用的密封裝置。
6.回轉支承的尺寸很大,不像普通軸承那樣套在心軸上并裝在軸承箱內,而是采用螺栓將其緊固在上、下支座上。
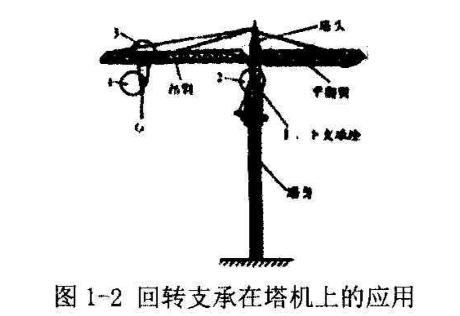
回轉支承在塔機上的應用如圖1-2:回轉支承系統是由上支承座、回轉支承和下支承座三部分組成。它下面連接塔身,上部支承塔頭、吊臂等部件,可使塔式起重機(簡稱塔機)上部相對于塔身作360度自由回轉,以完成各種起重作業要求,是塔機的重要結構系統。塔式起重機在早期使用過程中理,回轉時常產生較大的金屬撞擊響聲 ,用戶普遍認為 ,回轉時出現的這種響聲來自于配套的回轉支承心部的故障 ,擔心塔機會出現事故。塔機制造企業產品售后服務人員對此問題提出的解決方法基本是更換回轉支承 ,但工程量大 ,更換工作費用遠高于回轉支承本身的費用。
回轉支承在挖掘機上的應用:圖1-3反映了回轉支承在履帶式液壓挖掘機上的應用情況,它將機器的上部和下部連接起來,用以支承上部的重量和工作負荷,并使上部能相對于下部旋轉。

回轉支承本身結構比較簡單,零件少,性能計算理論一般采用普通軸承的通用公式,按理,使用中應該比較可靠。但是,國內使用中仍經常出現非正常失效,甚至重大事故。究其原因,除少部分是回轉支承制造質量外,大部分都是主機應用時忽視了必要的技術條件的限制,其中Z重要的是安裝支架的精度、剛度。
大型回轉支承的典型故障形式與分類
1.疲勞剝落損傷;2.磨損類故障;3.結構變形;4.螺栓松動
為了能有效的傳遞載荷,Z有效的方式是采用螺栓和螺母連接,需要注意的是,焊接是不允許的。
螺栓推薦采用10.9級高抗拉螺栓,特殊情況可彩用8.8級或12.9級,螺母必須是相應螺栓的同等級別或更高級別,推薦螺母高度等于螺栓直徑。如果使用墊圈,必須采用淬硬平墊圈(不能使用任何型號的彈簧墊圈),對墊圈要求其屈服強度不少于600Mpa,外徑等于2倍螺栓直徑,厚度不小于0.3倍螺栓直徑。
隨著設計和工藝水平的不斷提高以及制造經驗的積累,一些廠家的質量水平已經達到或接近先進水平。但是由于用戶沒有注意回轉支承的合理使用,包括:運輸、存放、安裝和維護等細節,造成主機使用性能下降的現象也不容忽視。那么如何正確安裝和維護回轉支承?
1.運輸、存放
回轉支承在出廠前已涂防銹油,并用薄膜包裹,這種包裝的防銹有效期?般3-6個月。其存儲溫度應該在20±10℃,且相對濕度不大于60%,超過有效期后,應及時保養。回轉支承庫存一年后應加注潤滑脂,并檢查其回轉的靈活性。
回轉支承出廠時一般固定在托盤上或包裝箱中,有單件包裝和成組包裝兩種形式。運輸和存放應保持水平,不能碰撞和擠壓,不能淋雨,存放處應平整。堆放的回轉支承之間應有平整的隔離。
回轉支承一般有吊裝孔,可以旋入吊環螺栓安全起吊。
2.安裝
首先打開回轉支承包裝,檢查合格證和標牌,確認所用的回轉支承型號正確。
A.安裝平面
安裝表面應光潔,要去除所有的多余物質如油漆殘留、焊珠、毛刺等。清洗時注意不要讓溶劑滲入回轉支承內部,不能使用損害密封材料的溶劑。裝配之前安裝表面應干燥、無潤滑劑。應采取保護工人和環境的措施。
安裝支座的安裝面粗糙度不大于Ra=12.5,6.3μm,安裝面的平面度的誤差須檢測周向誤差和徑向誤差。周向平面度公差值隨回轉支承滾道直徑大小而有對應的標準值范圍(具體參照有關標準,徑向誤差基于法蘭實際寬度測量,徑向平面公差值取周向公差值的一半)。
為了避免安裝平面的不平度或支座變形造成回轉支承局部過載,周向平面度誤差在任何180度范圍內只能有一次波浪起伏,而且變化平緩。
B.支座的剛度
標準回轉支承與零間隙回轉支承對支座的剛性有不同的要求。見下表:

回轉支承的內外圈滾道都有一個軟帶,應放在主負荷平面的兩側。即與主負荷區錯開90度。軟帶處有一個堵塞或打了“S”標記。
另外還要檢查回轉支承與安裝面的吻合情況,通常采用塞尺檢查,如果吻合不好,要用適當的材料填充。回轉支承安裝后禁止在支座上進行焊接作業。
D.堅固螺栓
1.安裝螺栓的選擇
應使用規定的(尺寸、數量、強度等級等)安裝螺栓和墊圈。另注意:
1.1.不能使用全螺紋螺栓
1.2.不要使用舊的螺栓、螺母和墊圈
1.3.禁止使用開口的墊圈如彈性墊圈等
1.2.螺栓預緊力矩的選擇
普通公制螺栓的預緊力建議取0.6-0.7倍螺栓屈服強度。建議大于M27的螺栓使用液壓緊固裝置,預緊力不要超過屈服強度的85%。
3.緊固螺栓
回轉支承應在無負載條件下安裝。注意:
3.1在螺栓的螺紋上抹一點油以保證磨擦阻力的均衡不要在螺栓防松件上用膠。
3.2預緊螺栓:應分三步交錯預緊,三步的力分別是30%、80%、100%。
E.調整齒輪側隙
安裝有齒的回轉支承時,正確地調整齒輪側隙很重要。可在齒輪徑向跳動Z高點處用塞尺測量調整,也可用壓鉛絲或其它適合方法。如果側隙不在規定值以內,可移動小齒輪改變中心距。調定后把回轉支承至少轉一整圈以確認沒有其他齒跳高點,在回轉支承Z終固定后再檢查一次側隙假冒隙。齒輪徑向跳動Z高點用綠漆標記在齒溝中。
F.首次潤滑
1.滾道潤滑
為確保潤滑的充分,在初次使用前應再加注一次圖紙或產品使用說明書規定的潤滑脂。特別注意所有的油嘴一個一個地注入潤滑脂,Z好邊轉動回轉支承邊注油,直到看見潤滑脂從密封圈擠出為止。
2.齒輪潤滑
在齒輪潤滑時,齒面應清潔。建議用干凈的刷子把潤滑脂刷在齒輪上。
3.定期檢查和維護
3.1.首次使用100個工作小時,檢查一次螺栓預緊力矩。如果有10%以上的螺栓松動,第200個工作小時再檢查一次。
3.2.以后每500個工作小時檢查一次;惡劣工況要縮短檢查間隔。
3.3.設備累計工作2000小時后,如果發現某個螺栓松動到規定力矩的80%以下,則該螺栓以及相鄰的兩個螺栓要換新的。如果發現20%的螺栓松動到規定力矩的80%以下,則全部螺栓要換新的。
3.4.設備累計工作14000小時后,全部螺栓都要換新的。
3.5.對回轉速度較高或連續回轉或工作頻繁的設備,每100工作小時加一次油。在工況惡劣的情況下要進一步縮短加注潤滑油脂的時間間隔。
(來源:中國機械)
