
寶鋼5m厚板軋機油膜軸承的特點及應用
2023-12-21作者:袁福根 來源:寶鋼技術
(版權歸原作者或機構所有)
摘 要:寶鋼分公司厚板廠5m軋機是國內第一條特寬幅厚板生產線,油膜抽承是厚板軋機的主要設備之一,正確認識和掌握其特點是提高厚板生產的關鍵環節。分析了軋機油膜軸承的結構特點,簡述了厚板軋機油膜軸承的潤滑系統及油膜軸承的自位機構,并結合軋機調試時出現的問題對自位機構進行分析和改進。同時結合現場工作經驗對開工初期支承棍棍頸和油膜軸承錐套接觸部分出現大量斑點的現象進行了分析,并改進裝配工藝,臨末消除了斑點的產生。
關鍵詞:厚板軋機;油膜軸承;自位機構
0 引言
2005年3月投產的寶鋼5m寬厚板軋機是國內第一條特寬幅厚板生產線,世界上擁有同樣類型的軋機也很少,寶鋼5m厚板軋機投產后,近幾年國內相同類型的軋機也相繼上馬。
寶鋼5m厚板軋機有關軋輥、軸承參數為:
軋機型式:CVCPLUS四輥可逆式;
工作輥尺寸:Φ 1210/1110×5300mm;
工作輥軸承:四列圓錐滾子軸承;
支承輥尺寸:Φ 2300/2100×4950mm;
支承輥軸承:MORGOIL油膜軸承。
厚板軋機對軋材的精度和板厚偏差控制要求很高,對軋機的各個零部件也提出了相應的要求。油膜軸承是軋機的關鍵部件,為滿足軋機對軋材控制技術和軋材精度,易于AGC(輥縫自動控制系統)控制,裝拆快速方便等特點,支承輥油膜軸承采用美國摩根公司設計的無鍵薄壁錐套、液壓裝卸、雙向止推結構和組合唇形密封技術。
1 結構特點分析
1.1 MORGOIL油膜軸承型號的含義
軋機油膜軸承型號80''-76-KLX-DT-LP-HB-S。
80''—支承輥直徑系列數,說明該軸承使用的軋輥直徑為80'' (≈2m);
76—油膜軸承工作長度和直徑的百分比;
KLX—無鍵薄壁錐套
DT—雙止推滾子軸承;
LP—組合唇形密封;
HB—液壓鎖緊;
S—對稱輥。
1.2 無鍵薄壁錐套(KLX)
錐套與軋輥一起轉動,其連接方式有長鍵、短鍵、無鍵3種類型。普通長鍵錐套結構,連接錐套與軋輥的鍵裝于軋輥上,錐套上開設一通長鍵槽, 而錐套系薄壁零件,鍵槽的開設削弱了錐套剛度,在巨大的軋制力作用下,錐套產生不均勻變形,隨著錐套的旋轉,油膜厚度形成周期性波動,影響軋材精度和軸承承載能力;短鍵錐套結構把裝于軋輥上的一個長鍵,改為裝于錐套上的兩個短鍵,有效地減少了鍵槽開設對軋材精度的影響,但錐套上的鍵槽依然在軸承工作區內,影響并未完全消除,只是有所改善;無鍵錐套結構是將錐套鍵槽開在近法蘭端錐輥頸部分,使錐套與軋輥相接觸的錐面無鍵槽,消除了鍵槽開設對錐套剛度的影響,軸承工作時,油膜壓力和軸承彈性變形不會發生周期性波動,由此提高了軸承承載力。
摩根公司在無鍵錐套的基礎上對錐套進行薄壁優化設計,將錐套的壁厚設計為薄壁型,在相同的軋制條件下,優化薄壁設計有以下優點:
(1)相對錐套的外經尺寸縮小。錐套結構減小,給整個軋機的設計帶來很多優點,軸承座、軋機牌坊窗口、牌坊高度等一系列尺寸都能減小,節省投資。
(2)與同一工作直徑的無鍵結構相比,軋輥輥頸直徑可加大,提高承載能力。
1.3 液壓裝卸(HB)
傳統的機械快速拆卸機構在裝卸過程中,需將鋼絲繩纏繞在鎖緊鍵螺母上,然后利用行車拉動鋼絲繩,促使鎖緊螺母轉動,推動其他相關零件的軸向移動,以實現錐套與軋輥的貼緊,使軸承安裝到位。為了達到這一目的,鋼絲繩將油膜軸承連帶軋輥、軸承座吊離地面時出現行車的吊鉤打轉現象。如果鋼絲繩規格選擇不當,還存在鋼絲繩繃斷的危險,鎖緊程度也無法定量控制,只有靠操作工的經驗加以判斷,同時裝卸時占用軸承間行車時間較長,影響其他工序的作業。液壓快速鎖緊結構(HB)保留了原機械快速拆卸結構油膜軸承整體快速裝卸的優點,使用油缸活塞機構代替原來鎖緊螺母、螺環結構,在裝卸過程中,只要將液壓移動小車上的快速接頭與油缸活塞機構接通,啟動電源便可將軸承安裝到位,鎖緊力可以定量控制,裝卸準確、快速、安全,減輕了安裝工人的勞動強度。
1.4 雙向止推結構(DT)
雙向止推結構設計使軋輥兩端為對稱布置,有效地避免不對稱結構油膜軸承容易軸向串動引起密封失效問題,同時提高了零件的通用性和互換性,方便了用戶的備件管理和安裝使用。
1.5 組合唇形密封技術(LP)
厚板軋機油膜軸承的工作環境非常惡劣,除受到軋制過程中大量氧化鐵皮等污物的侵襲,還要經受大量高?冷卻水沖刷,因此對油膜軸承的密封要求特別嚴格。否則冷卻水及污物侵人軸承,將使軸承潤滑條件惡化,直接影響油膜形成,使軸承早期損壞,同時也使潤滑油乳化變質、壽命縮短,增大消耗。組合唇形密封裝置在寶鋼5m軋機一年多的實際應用證明密封效果很好,未發生冷卻水及污物侵人軸承內的情況。組合唇形密封裝置的結構特點為3道水封,2道油封組合設置,能有效地封水、封油。
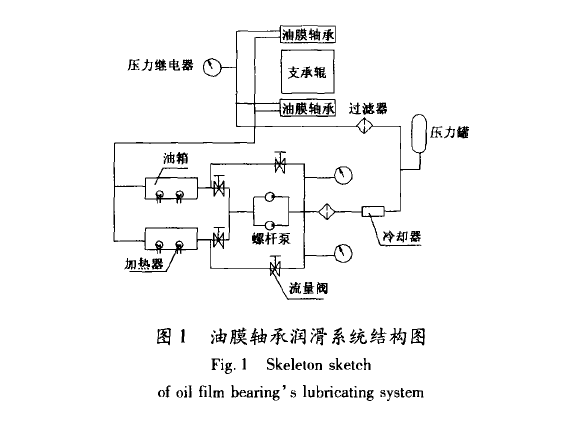
2 油膜軸承的潤滑系統
工作方式為動壓油膜軸承,軸承潤滑系統的結構見圖1。系統能力為490L/min,工作壓力為0.7MPa,供油溫度為40℃。
3 油膜軸承應用問題的改進
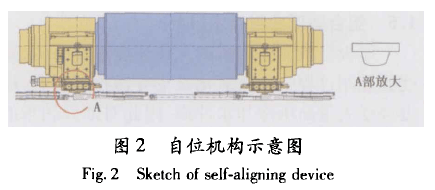
3.1 自位機構的改進
自位機構是油膜軸承配套設計之一,寶鋼5m厚板軋機設計自位機構補償墊板為圓弧型,圓弧半徑為3370mm圖2。
理論上講在軋制過程中,支承輥在軋件變形抗力的作用下會發生撓曲變形,軋輥的輥身與輥頸的軸線都會產生彎曲[1],以致油膜軸承中錐套相對于襯套偏斜,即軸承承載區域中軸向分布間隙不同,動壓油膜發布壓力也就不同。圓弧墊板的設計主要是保證下支承輥受力變形后,軸承座也能相應進行轉動,以適應支承輥受力變形,保證油膜軸承中錐套與襯套的間隙保持不變。
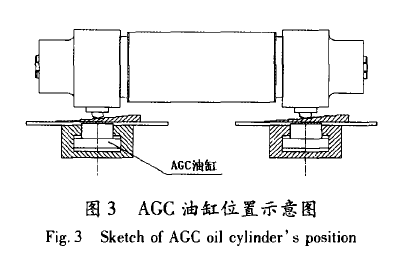
寶鋼5m厚板軋機調試時發現安裝在下支承輥軸承座下部的AGC油缸經常發生傾斜(油缸位置見圖3),軋機AGC油缸是目前國內軋機中的油缸,AGC油缸的應用質量直接影響軋線的正常生產。面對AGC油缸傾斜現象,經分析,主要原因是下支承輥軸承座在軋件變形抗力的作用下發生傾斜,自位機構軸承座圓弧墊板產生一個水平分力對AGC油缸的活塞桿施加影響,造成油缸活塞傾斜,缸體密封損壞,導致油缸缸體直接與活塞摩擦,液壓油外泄,導致AGC油缸不能正常工作。
通過對油膜間隙、油缸傾斜的綜合分析,為保證AGC油缸的正常工作,對自位機構軸承座補償墊板進行了2次改進,第一次改進將圓弧型補償墊板圓弧部分改為平面。改進后平面型補償墊板經一個月的應用,油缸活塞傾斜現象沒有明顯改善,后又進行了第二次改進。第二次改進后經半年多的應用,油缸活塞傾斜現象明顯改善,油膜軸承工作也未發生異常情況。
3.2 支承輥輥頸和油膜軸承錐套斑點處理
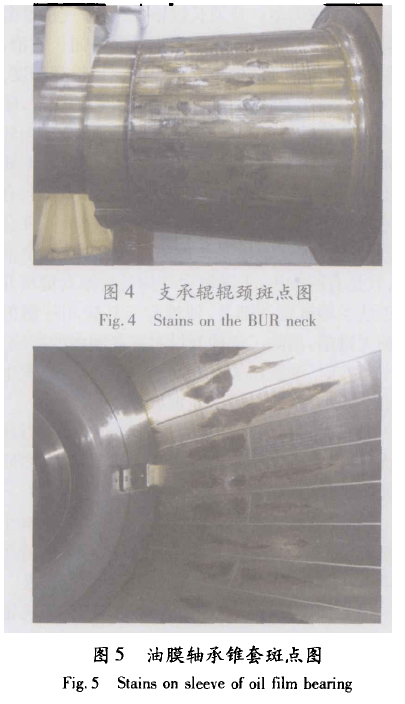
寶鋼5m厚板軋機支承輥輥頸和油膜軸承錐套的錐度為1:5.647,開工初期支承輥輥頸和油膜軸承錐套接觸部分有大量斑點,分別見圖4,5。這些黑斑的出現使輥頸的幾何精度和油膜軸承的安裝精度受到嚴重影響,同時在軋輥磨削時輥頸與磨床軸瓦接觸擔負著定位作用,因此輥頸的幾何精度也直接影響軋輥的磨削精度,甚至導致軋輥無法磨削。
3.2.1 斑點產生原因分析
由于寶鋼厚板軋機支承輥本身的自重達226 t,軋制力為100 000 kN,使得錐套內表面和支承輥錐形輥頸表面在工作時的接觸應力非常大,從理論上講,它們兩者之間需要一個恰如其分的鎖緊力,如鎖緊力稍小,輥頸和錐套間就會存在間隙,給潤滑油帶來流動的空間,由于潤滑油的化學作用,其酸值升高,脫水度下降,使輥頸和錐套表面上產生一定寬度和深度的黑斑。
3.2.2 處理
在分析斑點產生的原因后,在裝配時注意將鎖緊力加大,結果在使用一個周期下機拆卸時,出現輥頸緊緊粘在錐套內的問題,使拆卸困難。通過進一步技術分析,發現裝配時有一個重要的數據(機械鎖緊螺母與所旋人的外螺紋本體保持的一個相對距離) ,對輥頸與錐套的鎖緊力是否合適十分重要,于是對此數據進行跟蹤觀察,發現每對輥頸與錐套組合都有自己的合理數據。根據此技術數據改進了裝配工藝,建立輥頸與錐套配對組合的檔案,通過檢查每對輥頸與錐套組合表面接觸情況對數據范圍進行修正,作為裝配時的遵循標準。通過一年多生產實踐,總結出一套油膜軸承的安裝方法,并制訂成標準化作業的操作規程,開工初期出現的支承輥輥頸和油膜軸承錐套斑點現象基本消失。
4 結語
寶鋼5m厚板軋機是國內第一條特寬幅厚板生產線,其主要設備油膜軸承結構特點的認識和分析,對設備更好的應用和維護十分必要。目前特大型油膜軸承的安裝和應用國內沒有可借鑒的經驗,有些理論上的設計,可能與實際操作有出入,還要經過實踐不斷總結、積累和改進。
【參考文獻 】
[1]郭溪泉,李樹青 現代大型軋機油膜軸承[M].北京:機械工業出版社,1992:225-226.
