
滾動(dòng)軸承鋼球硬磨加工用陶瓷砂輪如何選擇?
2024-03-12作者:國(guó)機(jī)精工白鴿磨料磨具有限公司 董德勝
鋼球硬磨加工的目的是去除前道工序的表面缺陷和在熱處理時(shí)產(chǎn)生的脫碳、氧化層及表層屈氏體組織,進(jìn)一步提高尺寸精度、球形精度和表面質(zhì)量,為后續(xù)的研磨工序作準(zhǔn)備。硬磨是以鑄鐵盤為固定盤,砂輪為磨具對(duì)鋼球表面進(jìn)行加工的磨削方法,如圖1所示。
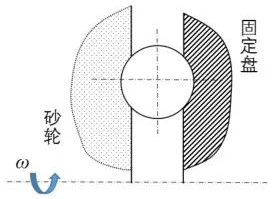
圖1 鋼球硬磨示意圖
硬磨過(guò)程中,鋼球通過(guò)固定盤工作面上環(huán)形溝槽作為引導(dǎo),將鋼球壓在砂輪工作面,在壓力的作用下實(shí)現(xiàn)對(duì)鋼球的磨削加工。經(jīng)過(guò)鋼球?qū)ι拜喒ぷ髅娴某掷m(xù)滾壓,在其工作面上會(huì)逐漸形成溝槽。鋼球在磨削過(guò)程中,由于砂輪溝槽外邊緣處線速度大于砂輪溝槽內(nèi)邊緣處線速度,在砂輪運(yùn)轉(zhuǎn)過(guò)程中,砂輪與鋼球的接觸位置必然產(chǎn)生滑動(dòng)摩擦;隨著溝槽深度的增加,滑動(dòng)摩擦作用也隨之增強(qiáng);在砂輪溝槽內(nèi)底邊處的滑動(dòng)摩擦較小,但滾壓作用;在這種復(fù)雜的摩擦作用下,砂輪溝槽表面上的磨粒對(duì)鋼球起到磨削作用。鋼球在磨削過(guò)程中的運(yùn)動(dòng)狀態(tài)也是復(fù)雜的,包括鋼球繞砂輪軸心的公轉(zhuǎn)和鋼球繞自身球心的自轉(zhuǎn)。自轉(zhuǎn)能夠不斷改變方向,使鋼球表面上的任意一點(diǎn)都有機(jī)會(huì)受到磨削作用;公轉(zhuǎn)配合機(jī)床循環(huán)磨削方式,實(shí)現(xiàn)鋼球的硬磨加工。

砂輪作為鋼球硬磨工序的重要工具,結(jié)合硬磨特點(diǎn),為了更好的保證鋼球的精度和表面質(zhì)量,對(duì)于鋼球硬磨加工陶瓷砂輪應(yīng)遵循以下選擇原則:
1、砂輪規(guī)格尺寸
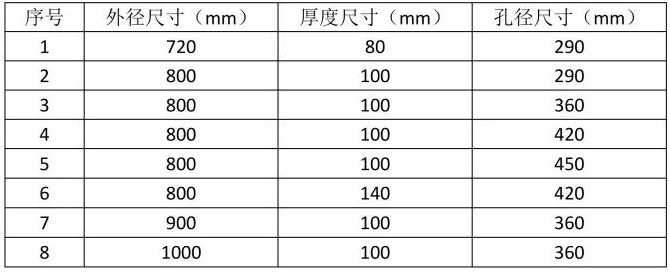
砂輪的主要規(guī)格尺寸包括:外徑尺寸、孔徑尺寸和厚度尺寸,可依據(jù)機(jī)床的技術(shù)性能進(jìn)行合理選擇。鋼球硬磨用陶瓷砂輪常見(jiàn)的尺寸規(guī)格見(jiàn)表1。
表1 鋼球硬磨用陶瓷砂輪常見(jiàn)尺寸規(guī)格
2、磨料種類
磨料是磨具的重要組成部分,主要起磨削作用。在磨具設(shè)計(jì)時(shí)磨料種類的選擇主要取決于磨削對(duì)象的材質(zhì)。軸承鋼球以軸承鋼居多,可優(yōu)先選擇剛玉系磨料。棕剛玉具有較強(qiáng)的抗破碎能力且韌性較高,在鋼球硬磨陶瓷砂輪生產(chǎn)中常用。在磨削過(guò)程中,當(dāng)磨粒鈍化后,由于剛玉系磨料韌性相對(duì)較高,磨粒不能在磨削作用下自行破碎露出新刃,進(jìn)而影響磨削效率,因此結(jié)合鋼球熱處理工藝和磨削特性,可選擇適當(dāng)引入碳化硅磨料,即鋼球硬磨加工用陶瓷砂輪采用剛玉和碳化硅的混合磨料。
3、磨料粒度
在磨料粒度選擇時(shí),主要依據(jù)磨加工表面粗糙度要求和磨削效率。首先要保證磨削后工件表面粗糙度符合要求,如果選擇粒度太粗,磨削時(shí)粗顆粒磨料切削量較大,產(chǎn)生的熱量較多,但受熱面積較小,鋼球表面易出現(xiàn)小的點(diǎn)狀燒傷;如果選擇粒度太細(xì),一方面影響磨削效率,另一方面由于粒度細(xì)切削力較小,鋼球與溝槽弧面多以摩擦形式存在,而產(chǎn)生大量的摩擦熱,鋼球表面易出現(xiàn)燒傷。在滿足加工表面粗糙度要求的基礎(chǔ)上,盡量選用粗粒度磨料,以提高磨具的磨削效率。對(duì)于鋼球硬磨加工用陶瓷砂輪的粒度選擇可參考表2。
表2 不同鋼球硬磨用陶瓷砂輪粒度

4、砂輪硬度
硬度作為衡量砂輪質(zhì)量的重要指標(biāo)之一,對(duì)于鋼球硬磨用陶瓷砂輪而言,如果硬度過(guò)軟,在磨削過(guò)程中磨料會(huì)過(guò)早脫落,露出新的磨粒,這些新磨粒具有更鋒銳的磨刃,磨削能力較強(qiáng),產(chǎn)生的熱量較大,當(dāng)冷卻不及時(shí)時(shí)就會(huì)使鋼球表面產(chǎn)生點(diǎn)狀燒傷;同時(shí),由于砂輪硬度過(guò)軟,在磨削過(guò)程中會(huì)降低溝槽表面對(duì)鋼球的約束,易造成鋼球直徑變動(dòng)量過(guò)大。如果硬度過(guò)高,自銳性較差,隨著溝槽弧面對(duì)鋼球直徑不斷的進(jìn)行磨削,鋼球直徑變小出現(xiàn)溝槽弧面與鋼球表面吻合性差,降低溝槽對(duì)鋼球的約束力,易引起鋼球連接在一起滾動(dòng),嚴(yán)重時(shí)在鋼球表面出現(xiàn)線狀燒傷。

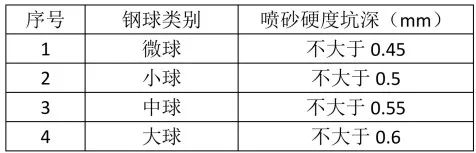
鋼球硬磨用陶瓷砂輪硬度等級(jí)為Y級(jí),且在GB/T 23541—2017《固結(jié)磨具 磨鋼球砂輪》中規(guī)定,磨鋼球陶瓷砂?28cm3砂室噴砂硬度坑深不大?0.6mm。砂輪硬度按照GB/T 2490—2018《固結(jié)磨具 硬度檢驗(yàn)》規(guī)定進(jìn)行,每點(diǎn)做3次噴砂硬度檢測(cè),以第3次檢測(cè)值為硬度值。對(duì)于鋼球硬磨加工用陶瓷砂輪的硬度選擇可參考表3。
表3 不同鋼球硬磨用陶瓷砂輪硬度
綜上,砂輪的各種特性與磨削質(zhì)量有著重要關(guān)系,需謹(jǐn)慎選擇。此外,近年來(lái)隨著客戶對(duì)生產(chǎn)效率、個(gè)性化要求等的提高,白鴿磨料磨具有限公司也對(duì)于鋼球硬磨用陶瓷砂輪進(jìn)行技術(shù)研發(fā),并開(kāi)發(fā)出一些鋼球硬磨用陶瓷砂輪新品,如:高效率鋼球硬磨用陶瓷砂輪、鎢鋼球硬磨專用砂輪等。但根據(jù)不同磨削對(duì)象,還需匹配合適的磨削工藝,如磨削壓力、溝槽深度、進(jìn)球速度、磨削轉(zhuǎn)速、固定盤、修整工藝等,才能生產(chǎn)出符合質(zhì)量要求的鋼球產(chǎn)品。
來(lái)源:軸承雜志社
(版權(quán)歸原作者或機(jī)構(gòu)所有)
