
電機的裝配工藝圖解
2024-06-04電機制造是整個機械制造業中一個重要部門,電機的主要作用是產生驅動轉矩,作為用電器或各種機械的動力源。電機制造有其特有的工藝。
一、裝配前準備、檢查及要求
1、清理與檢查各零部件,各零部件完整、清潔、完好才能進行裝配。
1.1定子內腔與轉子表面應干凈,無雜質。
1.2檢查各防爆面及緊固螺紋孔是否符合標準要求,符合要求后才能進入裝配程序。
1.3檢查轉子軸及配合零部件的機械尺寸是否符合標準要求,符合要求后才能進入裝配程序
1.4檢查定子繞組有無碰傷等情況、槽楔或端部有無高出鐵芯部位,止口尺寸是否符合要求。
2、準備好所有裝配所使用的工具、材料,保證工具、材料完好無損,可以正常使用。
3、各表面的防銹處理。
各零部件配合表面涂上防銹涂層及清潔的機油。
4、檢查冷卻裝置的完好性。
4.1風冷電動機檢查風扇、風罩的完好性或風管、散熱片的完好性;
4.2水冷電動機檢查水路是否能正常使用和有無漏水及相應設施是否齊全。
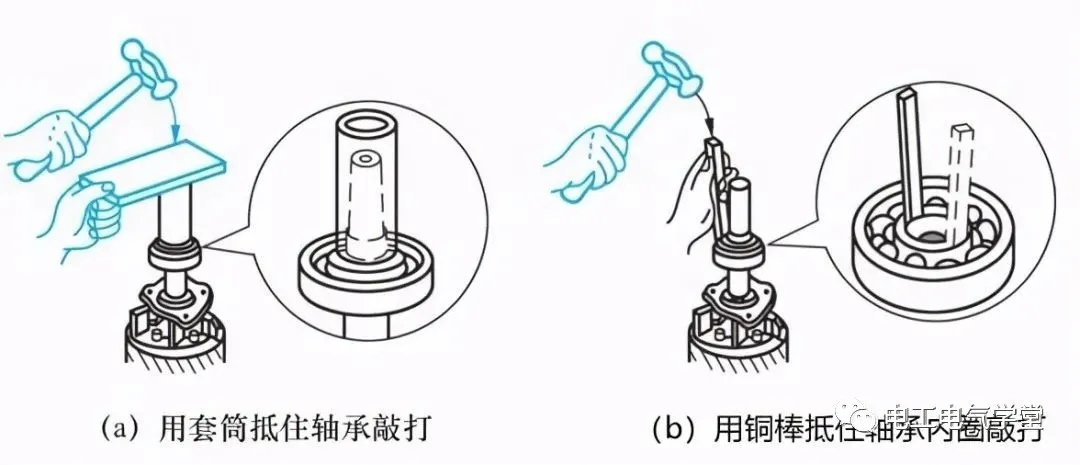
5、將軸承進行加熱至90~110℃(加熱要均勻);
6、因軸承屬于精密性部件,所以在搬運及加熱過程中,應嚴禁雜物進入軸承內部及附著在軸承表面,如有此現象應清理干凈軸承。
二、裝配
1、裝配出線座:按圖紙要求在基座上安裝好出線座,按等級標準使用出線座內端子套;
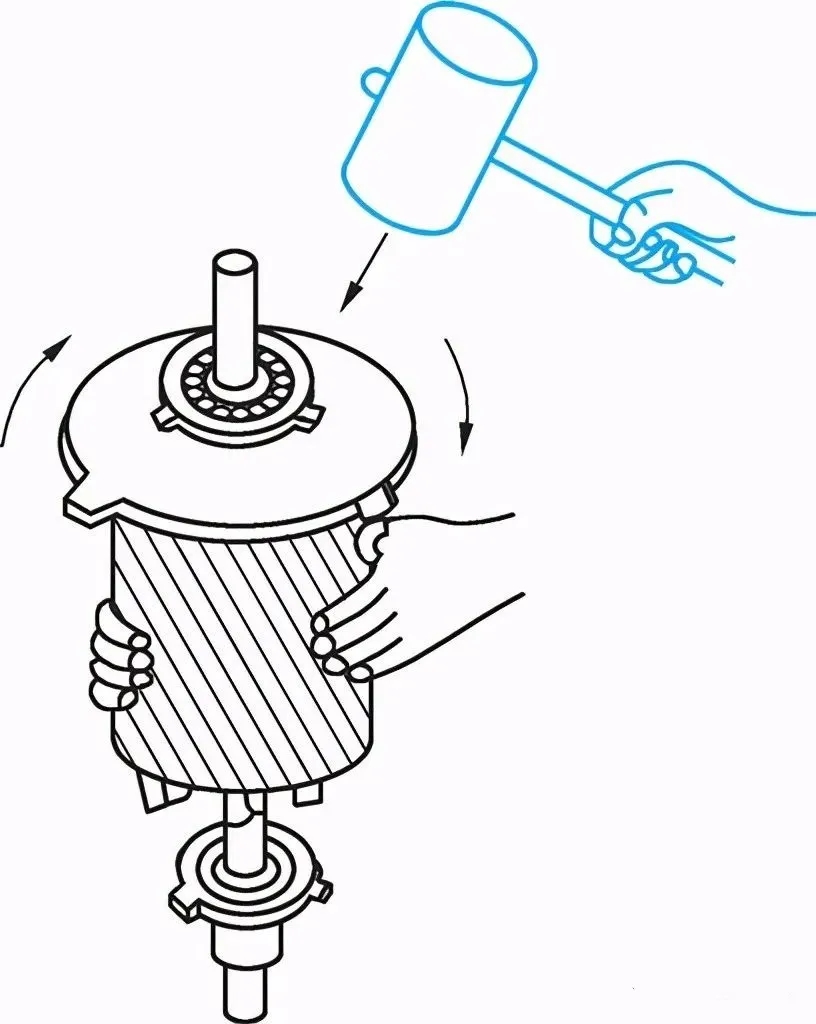
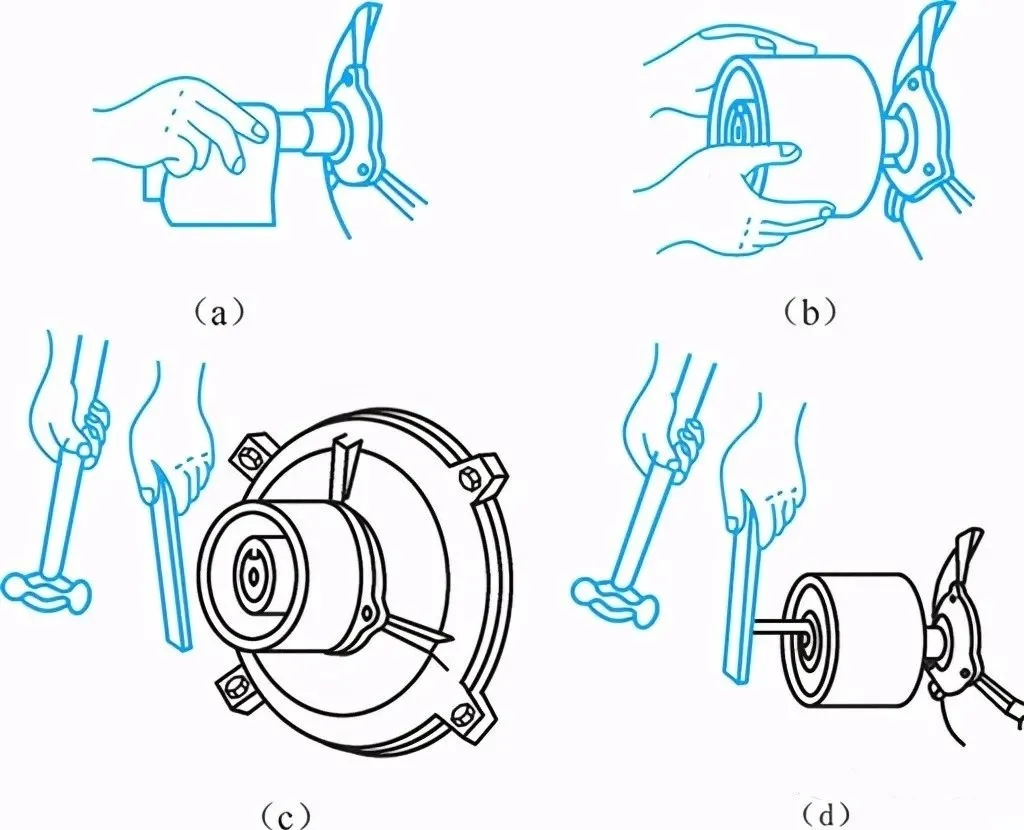
2、裝配轉子:將加熱好的軸承套入轉子軸軸承上;軸承內加入規定數量的油脂;非軸伸端端蓋與軸承外蓋按好擰緊;轉子按規定裝入定子內腔,端蓋止口與機殼止口吻合,緊固孔對正擰緊緊固螺絲;轉子裝配完后,裝配另一端端蓋及軸承外蓋。在緊固螺絲過程中,應同時轉動轉子,轉子轉動靈活。
3、送檢
4、送檢合格后裝風扇、風罩,再次送檢。合格后,裝配及緊固出線座蓋板,釘銘牌,表面噴漆進行防銹處理。
三、檢查
檢查電動機頭尾出線正確,并所測絕緣電阻符合標準要求;檢查電機是否靈活,有無不正常噪音或軸承響聲。
四、注意事項
1、裝配前一定要進行全面檢查,所有零部件保證符合標準、完整,才能進行裝配。
2、裝配的零件必須清潔且完好無損,特別是轉子、定子內腔、軸承位、定子繞組端部。
3、對于水冷電機要在 嵌線前檢查冷卻系統的完好性。
4、按標準進行軸承加熱,在裝配過程中,禁止用錘直接敲打軸承,按要求裝配。
5、加入軸承潤滑脂時,必須保證潤滑脂的數量與清潔度,所有零部件的配合部位上必須涂清潔機油。
6、在裝配過程中適度用力,嚴禁重錘敲打。
7、在裝配過程中要注意密封件裝配到位。
來源:電力論壇
(版權歸原作者或機構所有)
