
型棒材短應力線軋機及其軸承裝配
2024-06-17靳長青
(安陽鋼鐵股份有限公司)
摘 要:隨著短應力線軋機的升級換代,軋機軸承裝配質量成為了制約軋鋼生產穩定運行的關鍵工序,從短應力線軋機的發展過程、軋機軸承結構、失效形式分析等方面進行了闡述,同時明確了軋機軸承安裝要求,從而降低了軋機軸承事故的發生。
1 前言
短應力線軋機又稱為無牌坊軋機,是一種操作簡單、拆卸方便且具有高強剛性的軋機,該機型隨著國產化的不斷改造升級,由于其結構緊湊、操作靈活,投資小、重量輕等特點,已經成為當前棒材機組和小型型材軋鋼生產線的主流機型,受到各新建、改建軋鋼廠家的青睞。
目前,新上的短應力線軋機軸承全部采用油氣連續性供油潤滑或在線干油周期性供油潤滑方式,但是國內還有部分老機組、舊軋機不具備在線供油條件,只能在軋輥裝配時一次性加入一定量的軋輥脂,這樣在線運行的軋機對軸承裝配質量、在線點檢等的要求也就更高。筆者針對短應力軋機的結構發展和軸承失效形式,從降低軋機軸承事故切入,對軸承裝配實踐進行了探討。
2 短應力線軋機的發展
第一代無牌坊軋機最早是在上世紀40年代中期由瑞典中央、莫格斯哈馬公司研制成功的,隨著鋼鐵行業設備的不斷發展,國內外鋼鐵行業對軋機也進行了多次改造升級,到上世紀80年代,軋機結構基本定型,當時被稱為“紅圈”軋機,“紅圈”即是指軋機的應力回線,如圖1所示。

圖1 第一代無牌坊軋機
軋機工作機座(又稱軸承座)的應力回線是指軋機受軋制力后,軋機上受力零部件產生彈性變形時斷面的中性線的連線,軋鋼機座中各受力零部件所產生的彈性變形量與其應力回線長度成反比,因此,軋機機座應力回線越短,所產生的彈性變形量越小,即 :軋機的剛性系數越大,所軋制產品的精度越高。一套完整的短應力線軋機輥系主要由壓下系統的蝸輪箱、壓下螺絲,輥系裝配系統的軋輥、迷宮、端蓋和軸向調整機構組成,具體結構如圖2所示。
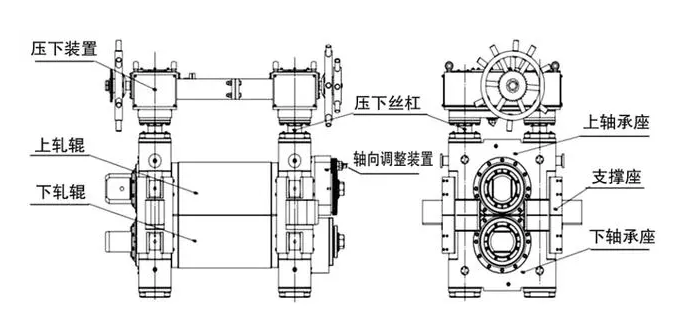
圖2 短應力線軋機輥系結構
目前,國內短應力線軋機基本上是在引進Pomini 軋機機型的基礎上不斷改進轉化而來的,軋機軸承潤滑采用在線定時供油或油氣連續供油潤滑。壓下系統也由液壓馬達壓下替代了手輪人工壓下,導衛裝置和冷卻水管等輔助設施固定在軋機底座上,方便換槽,精準對槽,有利于提高軋機作業率。國內軋機主要制造廠家目前批量生產的被稱為第五代短應力線軋機。
第五代短應力線軋機的軋制力集中載荷沿著四根壓下螺絲分散在軸承座兩側,使得原本正上和正下分布的軋制力分解到了軸承座和壓下螺絲形成的環形區域內,最大限度縮短了應力回線,提高了軋機徑向剛性,使得軸承和軸承座受力相對均衡,有利于軋機四列軸承受力矢量的分解、均衡分布,提高了軸承壽命,其結構如圖3所示。
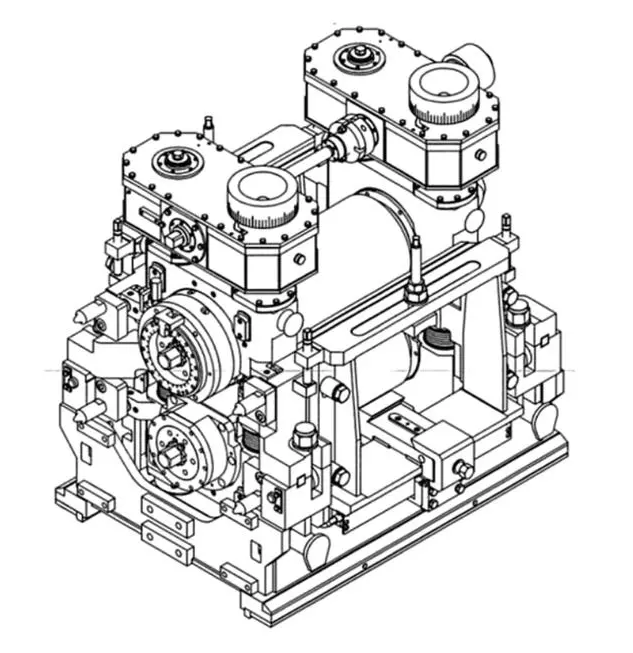
圖3 第五代短應力線軋機結構
近年來,國內高速線棒材生產線發展迅速,對新一代軋機提出了更高的要求。當前短應力線軋機在國內已經全部實現在線加油,潤滑系統也實現了在線監控,壓下系統全部改用液壓馬達壓下,平衡裝置主要以彈性阻尼體為主,在提高生產效率、降低勞動強度方面效果顯著。
新一代短應力軋機的特點 :
(1)軋機底座分為兩部分,一部分隨軋機吊運移動,另一部分在線固定,兩個底座之間采用滑板配合,液壓鎖緊和液壓橫移換槽更準確,效率更高 ;
(2)液壓壓下使得料型控制精確、高效,勞動強度低 ;
(3)彈性阻尼體平衡裝置能夠確保軋機在線運行中,始終保持料型的穩定性,有效消除軋機的彈跳問題。
3 軋機軸承結構和失效
短應力軋機軸承均采用滾動軸承,其結構一般由內圈、外圈、保持架、滾動體組成。內外圈之間安裝若干個滾動體,通過保持架使其保持一定間隔,內圈通常安裝在軋輥輥頸上,與軋輥同步轉動。常見軸承結構如圖4所示。
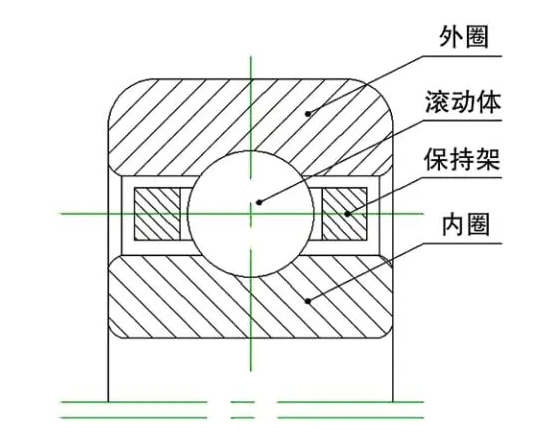
圖4 常見軸承結構
內、外圈統稱套圈,套圈與滾動體的接觸面稱為“滾道面”,此面承受軸承載荷。滾動體根據形狀主要有球和滾子兩種,而滾子又分為圓柱、圓錐、滾針、球面滾子等不同形狀。保持架的主要功能是維持滾動體在軸承圓周方向上的正確位置的間隔分布,同時防止在安裝過程中散落。保持架在工作中,理論上不受載荷外力。
3.1 四列圓柱滾子軸承 [1]
短應力線軋機采用四列圓柱滾子軸承,該軸承徑向承載負荷大,極限轉速高,但不能承受軸向力,其常見結構形式有FC型、FCD型和FCDP型。在實際生產使用過程中,需要根據軋機結構形式和軋制料型受力等情況,綜合分析采用哪一種軸承結構更有利于軋制力的分布。同時,需要考慮方便拆卸、更換和使用過程的檢查、確認。四列圓柱滾子軸承常見結構見表1,FC型四列圓柱滾子軸承結構如圖5所示。
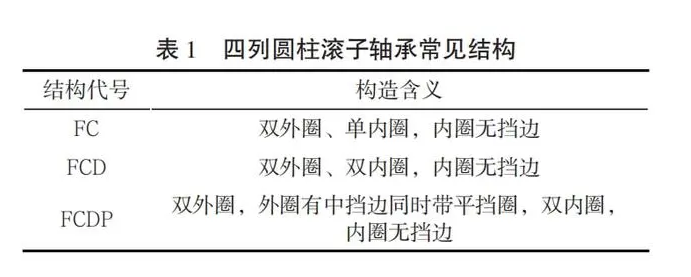
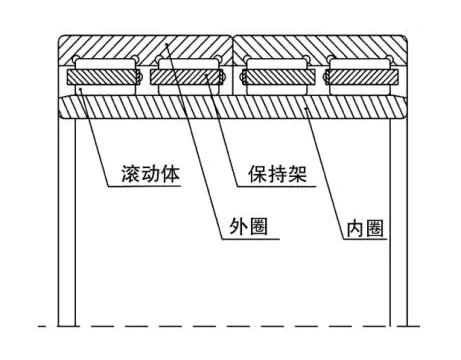
圖5 FC型四列圓柱滾子軸承結構
軋機操作側為雙列角接觸球軸承,該軸承主要承受軸向推力,可適當承受小負荷徑向力,主要是限制軋輥的軸向位移,防止在生產過程中的軸向竄動,造成軋件異常變形,需要與四列圓柱滾子軸承配套使用。
3.2 雙列角接觸球軸承
雙列角接觸球軸承在軋機中主要承受軸向推力,可以適當承擔徑向力,用于軋機軸向調整時,固定和限制軋輥軸向位移“竄動”。安裝簡單,軸向游隙不需要調整,根據現場安裝需要,主要有雙半外圈和雙半內圈兩種形式。
4 軋機軸承的失效形式及改進措施
由于軋機工況條件的變化,軸承在實際的運轉過程中,套圈與滾動體的接觸面經受交變載荷的反復作用,加上不同軋件在軋制過程中變形抗力的差異性,軋機軸承實際受力往往復雜多樣,軸承異常受力情況時常發生,從而導致軸承失效。常見失效形式見表2。
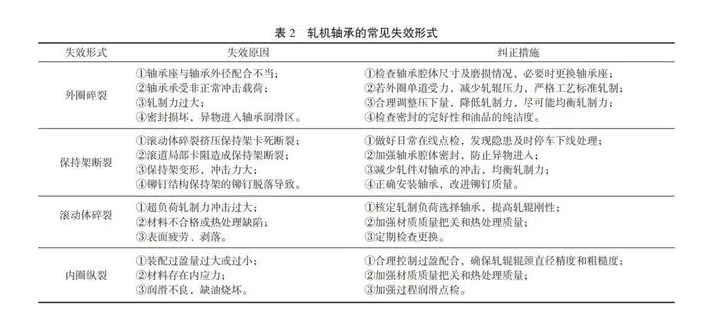
除了以上常見形式以外,軸承的失效形式還有疲勞點蝕、潤滑不良導致燒軸承、裝配不當使軸承卡死、漲破內圈、擠裂內外圈等。除疲勞點蝕以外,其余失效形式均可以在裝配操作過程中加以控制。軸承裝配是一個精密度較高的作業工序,不僅對安裝尺寸精度要求高,在裝配過程中也需要精細化操作,從而延長軸承壽命,降低軸承事故。
5 軋機軸承裝配
5.1 軋機軸承尺寸配合 [2]
按照熱軋軋機的工作特點,軋輥輥頸、軋機軸承座腔體與軸承的配合尺寸分別見表3和表4。

5.2 軸承游隙
軸承徑向游隙的大小與實際工作中的承載負荷、轉速、潤滑方式、結構形式、配合面粗糙度、軸承裝配過盈配合量等關系密切,選擇時應結合實際的工況條件綜合考慮。
5.3 軸承安裝
(1)軸承安裝前,要對軸承關鍵尺寸檢查測量,同時檢查測量軸承腔體尺寸的精度,清除軸承座內孔的倒角毛刺,擦拭干凈,必要時檢查接觸面粗糙度。
(2)軸承外圈安裝時,有條件的采用壓力機緩慢壓入軸承座,不具備條件的使用銅錘輕擊圓周進行安裝,直至安裝到位,禁止用鐵錘或鋼鐵金屬強力敲擊。
(3)內圈安裝一般采用油加熱或電磁感應加熱后,迅速安裝到軸頸上,加熱溫度一般為90~100℃,切不可超120℃,以防止內圈回縮不徹底。電磁感應加熱時,加熱設備需具備消磁裝置,防止磁性吸附雜質帶入軸承。
(4)對于預加熱安裝的軸承內套,必須等溫度降至室溫后,才能與軸承組合裝配,防止軸承游隙過小,強力裝配損壞軸承。
6 結束語
軋機軸承規范化操作的裝配質量,直接影響到軋機軸承在線運行的狀態和使用壽命,尤其是高速線棒材機組的軋機軸承,在強化裝配質量的同時,可采用在線監測和故障診斷措施,及時發現軸承異常情況,并停機更換軸承,降低軸承事故造成的損失。
隨著軋鋼技術的快速發展,國內優棒線材和高速線棒材機組以其投資少、見效快的優勢,投產機組越來越多,短應力線軋機的發展趨勢要求剛性更強、速度更高的專業化、自動化生產轉化,對短應力線軋機和軸承結構形式的要求更高,自動化控制軋制參數和在線自動加油潤滑系統是必然趨勢。
7 參考文獻
[1]劉寶珩,鋼機械設備[M]. 北京 :冶金工業出版社,1996 :35 - 45.
[2]吳宗澤,雷天覺,曲文海,等 . 機械設計使用手冊[M]. 北京:化學工業出版社,1999 :689 - 725.
來源:《河南冶金》
(版權歸原作者或機構所有)
