
冷軋軋輥爆裂原因分析與改進
2024-07-01雷武軍
(四川省龍威金屬制品有限公司)
摘 要:本文對冷軋生產(chǎn)過程出現(xiàn)軋輥裂紋、爆輥等現(xiàn)象進行分析,并結(jié)合實際生產(chǎn)情況,提出了避免軋輥裂紋和爆裂的措施。
龍威公司冷軋廠采用單機架、可逆、六輥軋機的軋制工藝,生產(chǎn)過程中因為軋輥表面脫落原因造成生產(chǎn)線異常停機的情況時有發(fā)生。異常停機事故不僅增加了生產(chǎn)制造成本,也影響和打亂了正常的生產(chǎn)節(jié)奏,造成工序產(chǎn)能不能平衡和影響客戶的交貨。為了解決軋輥表面剝落的問題,龍威公司通過對軋輥的受力分析,結(jié)合工廠的現(xiàn)場工藝工況、實際作業(yè)環(huán)境等進行分析研究,找出了軋輥爆輥的原因,提出了有效的預(yù)防措施,取得了較好效果。
1、 軋輥爆輥現(xiàn)象
軋輥在生產(chǎn)運轉(zhuǎn)中、在換輥過程中、在換后置放過程中出現(xiàn)局部深度爆裂、表面大面積脫落以及不同程度的裂紋,如圖1~ 圖4。
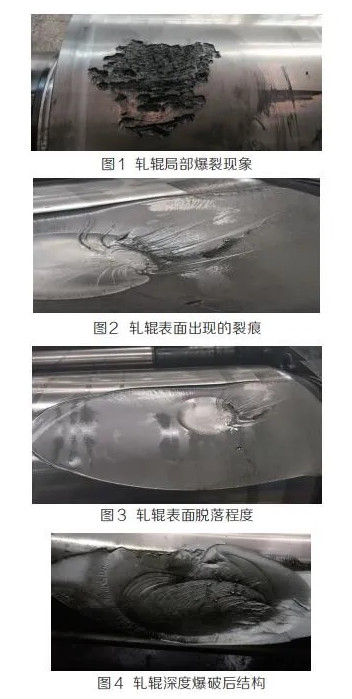
(1)生產(chǎn)過程中出現(xiàn)爆輥。軋鋼車間在正常生產(chǎn)過程中,出現(xiàn)伴隨劇烈異響的斷帶事故,該事故出現(xiàn)時沒有明顯的規(guī)律可循,在生產(chǎn)不同的材料時、不同的厚度規(guī)格時,在不同的道次、不同的軋制階段出現(xiàn)無規(guī)律的突然停機事故,事故現(xiàn)場可見軋輥輥身嚴重開裂、局部表面脫落等現(xiàn)象。其中,中間輥爆和表面脫落現(xiàn)象尤為明顯,因為中間輥輥身大面積剝落,不僅造成中間輥直接報廢,同時事故還造成工作輥不同程度的損傷,造成在線軋制的產(chǎn)品被分切、分卷,產(chǎn)生大量的丟料損失。
(2)軋輥被換輥下機后爆輥。按照冷軋廠軋制工藝和換輥制度要求,軋輥軋制到一定數(shù)量(包括卷數(shù)、公里數(shù)、道次、噸位)后需下機進行維修和磨削,以便配對、拆裝后再備使用。有時軋輥在換輥過程中,或是剛換下的軋輥會發(fā)生輥身爆裂,可聽到或輕、或重的爆響聲音并開裂、剝落,嚴重時輥身碎片爆飛可達數(shù)米之遠,不僅造成軋輥直接報廢,同時存在飛片傷人的安全隱患。
2 、軋輥爆輥原因分析
(1)受力情況分析。
冷軋機組的軋輥在軋制過程中主要承受的應(yīng)力有彎曲應(yīng)力、疲勞應(yīng)力及熱沖擊疲勞應(yīng)力等。
①彎曲應(yīng)力。可逆式六輥 HC 軋機軋制時,正彎輥力 :最大300KN,負彎輥力 :最大200KN,最大軋制力10MN,軋制速度為0m/s~10m/s,抽輥距離為200mm。由于工作輥、中間輥以及支撐輥緊緊壓靠在一起,軋制壓力沿軋件均勻分布,軋輥所受軋制力均勻分布,在安全軋制負荷內(nèi)不是造成軋輥剝落的主要原因。但是,如果中間輥抽輥量過大,或時帶負荷過大抽輥時,中間輥頭與工作輥及支撐輥接觸區(qū)會產(chǎn)生局部彎曲應(yīng)力集中,同時乳化液的邊緣效應(yīng)也會在此區(qū)域出現(xiàn)金屬渣、雜粉類的堆積,形成應(yīng)力集中加劇,導(dǎo)致局部產(chǎn)生裂紋,隨著軋鋼量的增加,造成軋輥裂紋和表面爆裂,其裂紋擴展多發(fā)生在支撐輥輥肩脫落、中間輥輥頭爆裂和脫落。
②疲勞應(yīng)力。軋輥在軋制過程中,每轉(zhuǎn)一周,在應(yīng)力高度集中的輥身中部受到拉應(yīng)力和壓應(yīng)力作用,它們不斷的反復(fù)循環(huán)變化,輥身應(yīng)力集中的地方就產(chǎn)生較大的疲勞應(yīng)力。經(jīng)過一定的循環(huán)之后,在夾雜物的尖角處產(chǎn)生裂紋,并沿夾雜物和應(yīng)力的方向擴展,可導(dǎo)致軋輥表層剝落,是造成冷軋爆裂的影響因素。
③熱沖擊疲勞應(yīng)力。在軋制過程中,軋輥變形區(qū)和冷卻區(qū)不斷交替變化,即軋輥在承受不斷進行加熱和冷卻,在這種作業(yè)環(huán)境下,軋輥在冷卻區(qū)和變形受熱區(qū)受到長時間的交替熱應(yīng)力,容易在軋輥表層出現(xiàn)初始微裂紋,這種微裂紋會不斷加劇,是造成軋輥表面剝落的因素。
(2)實際工藝工況情況。
①冷卻不足。事故軋輥的溫度高,且溫度不均勻,局部達到300℃,檢查發(fā)現(xiàn)軋機的乳化液噴嘴均噴射流量、噴射壓力不均勻,不少噴嘴存在不同程度的堵塞現(xiàn)象。因為軋機乳化液對軋輥的冷軋不均勻、不充分,會造成軋制時軋材變形的熱量無法完全釋放,使軋輥溫度升高,產(chǎn)生軸向的開口裂紋。另外,軋機乳化液的溫度過低、濃度過低,以及乳化液的清潔度不達標也是軋輥產(chǎn)生裂紋的影響因素。
②工藝性打滑。在軋輥發(fā)生爆輥事故時,軋機偶爾出現(xiàn)工藝性打滑現(xiàn)象。由于軋制工藝的不合理,前后張力的失調(diào),造成工作輥面與軋材之間產(chǎn)生滑動現(xiàn)象。工藝打滑造成的劇烈震動和摩擦熱會傳遞到工作輥和中間輥,使得輥面溫度快速增加,從而造成輥面裂紋的產(chǎn)生。
(3)實際生產(chǎn)情況。
生產(chǎn)事故引起的軋輥受損。軋輥爆裂時90%伴隨軋制斷帶事故,雖然不能準確地判斷產(chǎn)品斷帶和軋輥爆輥的前后關(guān)系,但軋制時軋件的斷帶事故一定會造成軋輥受傷。斷帶時軋輥溫度劇變,產(chǎn)生裂紋在所難免,且深度較深,具有局部性,深度和開口度較大 ;斷帶時會發(fā) 生人口堆鋼、疊軋,由于軋輥高速運轉(zhuǎn)的慣性,瞬間的沖擊力和能力聚集足以使軋輥受到嚴重的破壞。斷帶并發(fā)生粘鋼時,對工作輥和中間輥的影響是致命的。粘鋼造成軋輥輥面形成壓痕,會直接傳遞到所有輥面,如未能及時發(fā)現(xiàn)和全面更換工作輥、中間輥、支撐輥,經(jīng)過一定的軋制循環(huán)后,壓痕會在各個軋輥間不斷轉(zhuǎn)移、復(fù)印,而壓痕處形成輕微裂紋也會擴展、加劇,最后造成軋輥輥身工作層掉肉、殘層剝落。
(4)軋輥問題。
①硬度超標。軋輥工作表面的硬度是軋輥的主要質(zhì)量指標,硬度指標雖然決定軋輥的使用壽命,但如果軋輥自身硬度不能和工作輥、中間輥、支撐輥的指標配合仍然會造成軋輥受傷。龍威公司軋機軋輥硬度匹配為 :工作硬度90~95HSD,中間輻硬度75~80HSD,支撐硬度60~65HSD,新輥在輥徑配對、硬度配對后,使用過程中軋輥局部出現(xiàn)硬度值的變化會造成軋輥自身局部裂紋和剝落,同時該軋輥也會對相鄰軋輥的局部爆裂產(chǎn)生誘。
②軋輥的維修磨削。軋輥下線后,其軋輥輥面疲勞層、表面裂紋層由于磨削不徹底會形成缺陷殘留,當有缺陷的軋輥再次上機使用時,在周期性疲勞應(yīng)力作用下,微裂紋會快速顯現(xiàn)并不斷擴展,直到一定的臨界深度或過渡層中,為軋輥表面剝落埋下隱患。
3、 避免軋輥爆裂的改進措施
3.1、 保證軋輥的磨削工藝和維修制度
建立嚴格的軋輥使用周期、軋輥維修磨削等制度保障。根據(jù)軋輥材質(zhì)及性能特點,結(jié)合生產(chǎn)實際情況和工藝情況建立合理的軋輥維護制度,保障軋輥上線使用的工藝要求。一般情況下,工作輥、中間輥、支撐輥可參照(表 1)維護。

為了避免軋輥對自身缺陷清理不徹底,帶病上機,對于受傷的軋輥的維修磨削量可適度提高到0.40mm~0.55mm,并且加強磨削后的探傷檢查,保證軋輥消除內(nèi)應(yīng)力、徹底清除微裂紋。
3.2、 嚴格對軋輥進行配對使用
支撐輥的配對要保證使用周期和表面質(zhì)量,包括對支撐輥軸承的配對使用,保證支撐輥的穩(wěn)定運行。工作輥和中間輥自身的匹配、工作輥和中間軋輥之間的匹配尤為重要,軋輥配對一定要滿足軋輥直徑、軋輥輥面硬度、軋輥使用周期等指標,特別是受傷軋輥、初期軋輥、尾期軋輥的配對使用。
3.3 、保證乳化液工藝運行
兼顧軋機乳化液的冷卻功能和潤滑功能,由于環(huán)保要求,全周期、免排放的乳化液制度逐漸推廣,乳化液的使用周期被大大加長,要保證乳化液的清潔度,實時監(jiān)測乳化液的濃度、清潔度等理化指標。確保乳化液對軋機、軋輥的清潔、潤滑、冷軋等作用的實現(xiàn),避免軋機AGC液壓油、油氣潤滑油、檢修用油對乳化液的污染。
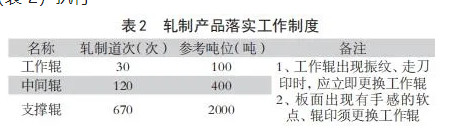
3.4 、落實換輥制度
根據(jù)軋制產(chǎn)品的材質(zhì)、厚度不同,實施的軋制工藝不同,制定對應(yīng)的換輥制度,一般情況下參照(表 2)執(zhí)行
3.5、 堅持軋輥預(yù)熱制度
換輥后,保證軋輥預(yù)熱時間、預(yù)熱溫度、預(yù)熱壓力。軋制前給予充足的熱輥時間,一般為30MIN~40MIN,保證一定的熱輥壓力,一般為4MN~5MN,滿足一定的熱輥溫度,乳化液的溫度要求一般為 :夏季,45℃~50℃ ;冬季,50℃~55℃。
3.6、 優(yōu)化軋制工藝
單機架軋機軋制的產(chǎn)品越來越薄,而且同一規(guī)格生產(chǎn)批量較小,甚至按卷為批量組織生產(chǎn),造成前后產(chǎn)品的用途和質(zhì)量差異較大,軋鋼工藝需要及時調(diào)整。針對下工序和最終用戶的質(zhì)量要求組織生產(chǎn),根據(jù)用戶對板形、對尺寸、對力學(xué)性能、對化學(xué)成分等要求的側(cè)重點不同,通過高速軋制、大壓下軋制、大張力軋制等軋制工藝的優(yōu)化調(diào)整。
3.7、 建立縱橫結(jié)合的聯(lián)動機制
軋鋼工序要對上游的原料變化進行及時響應(yīng),對下工序的技術(shù)要求需及時傳遞 ;對軋輥使用情況和在線指標信息要和軋輥維修車間實時共享,對運營維修、事故處理要和檢修車間互通,通過縱橫聯(lián)動機制保障軋機的高效順行。
來源: 《世界有色金屬》 2020年第12期
(版權(quán)歸原作者或機構(gòu)所有)
