
冷連軋工作輥表面剝落原因分析
2024-07-26廖耀俊,趙賢平
冷軋軋輥是冷連軋機組重要大型零部件,其制造工藝相對復雜且工作環境惡劣,承受摩擦、熱應力、沖擊等應力作用,在使用過程中可能會產生斷裂、剝落、磨損等,進而失效,增加耗材成本并影響生產,造成經濟損失。某公司不銹鋼生產線在正常軋制生產過程中冷連軋工作輥突然表面剝落,造成故障停機,嚴重影響了正常生產。本文以該冷連軋工作輥剝落樣品為分析對象,通過宏觀斷口、光譜成分測定、硬度、金相組織、掃描電鏡等理化檢測手段,結合日常使用狀況,分析探討軋輥表面剝落原因。
1、理化檢驗結果
剝落塊斷口觀察
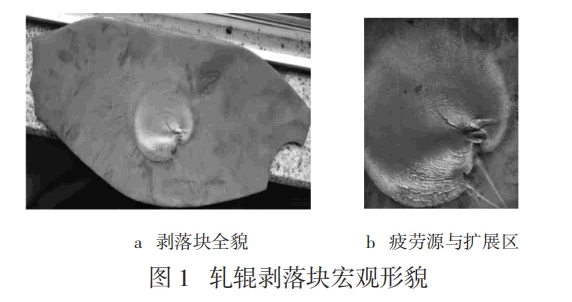
對軋輥剝落塊進行宏觀形貌分析(見圖1)。剝落塊上存在典型的疲勞斷口特征,中心圓圈區域能觀察到明顯的貝紋線,是疲勞擴展區的重要特征;貝紋線圓心處為疲勞源,是疲勞裂紋的萌生區,可以看出疲勞源位于軋輥內部而非表面;外圈區域所占面積最大,宏觀形貌呈放射線狀,是瞬時斷裂區。結構材料與機械零件失效案例中,疲勞破壞有別于靜載破壞,大多是在無預警且不可預期的情況下發生,失效前外觀沒有明顯的征兆,損傷嚴重。
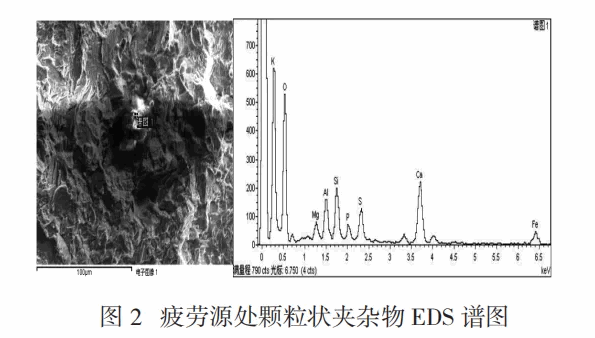
使用掃描電鏡觀察疲勞源區域發現,存在直徑約50μm顆粒狀夾雜物,EDS結果顯示其含有Ca、K、O、Mg、Al、Si等元素(見圖2),為大顆粒氧化物混合型夾雜物。
化學成分在剝落塊上切取試樣進行光譜成分分析,該軋輥材質為8Cr3NiMoV。檢測結果見表1,除Cr元素略低于下限,其它成分均在標準GB/T1299-2014范圍內。使用洛氏硬度計測試剝落塊硬度,硬度(HRC)值達到64.5,且試樣上各位置較均勻,符合標準要求。

金相觀察
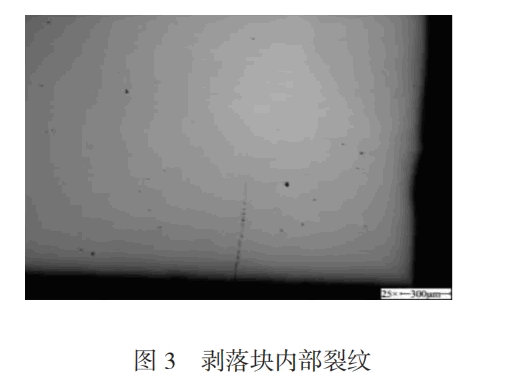
使用線切割機在疲勞源處截取金相試樣,經測量,疲勞源距軋輥表面約8mm;制樣拋光后,利用ZEISSImager.A1m金相顯微鏡、ZEISSEVO18掃描電子顯微鏡等儀器進行觀察分析。發現剝落塊中存在多條呈根須狀裂紋(見圖3),裂紋起源于內部疲勞源位置,向軋輥表面擴展。
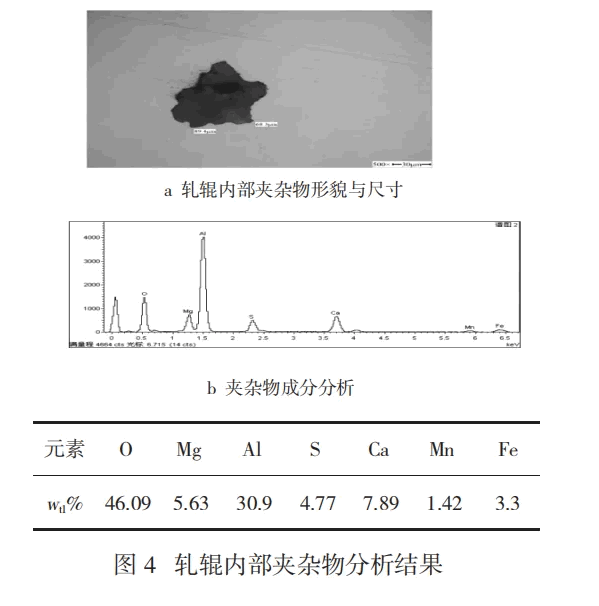
全面觀察試樣發現,剝落塊中存在較多的塊狀夾雜物(見圖4a),尺寸達90μm,夾雜物嚴重超標。使用掃描電子顯微鏡能譜分析(見圖4b),塊狀大顆粒夾雜物主要為O、Al,少量Mg、S、Ca、Mn、Fe,可以推斷是以Al2O3為主要成分的混合型夾雜物。可能是生產軋輥時熔煉工藝控制不嚴所致。
2、分析與討論
裂紋產生過程
從宏觀形貌分析可以推斷,軋輥剝落失效起源于內部疲勞源,隨后在工作中不斷承受循環的應力作用下,裂紋逐漸擴展形成貝紋線;疲勞裂紋擴展到一定程度造成強度不足,無法承受軋制過程中的外力作用,最終形成終斷區,軋輥表面剝落。軋輥在工作過程中,由于軋機的負荷以及軋輥在接觸點上的局部擠壓,造成的最大組合剪切應力位于軋輥表面之下的某個較小區域中。軋輥在制造和使用前的準備工序會產生殘余應力,同時雖然冷軋加工溫度低,但是軋輥和帶鋼在摩擦力作用下溫度也會升高產生熱應力。若軋制過程中發生斷帶、甩尾、 重疊、打滑等,將使軋輥表面受到局部過載熱及沖擊應力。由于非金屬夾雜物以機械混合物的形式存在于鋼中,而其性能又與鋼有很大差異,破壞了鋼基體的均勻性、連續性,并在該處造成應力集中,而成為疲勞源。另外,在升溫過程中,非金屬夾雜物和基體的線膨脹系數不同,在夾雜物附近的基體中產生一個附加的應力場。在這種復雜的應力條件下,如果表面層存在非金屬夾雜物,特別是脆性夾雜物,則在球形夾雜物最大應力的兩個極端處首先與基體剝離,形成初生的顯微裂紋;裂紋在迅速擴展之前,鋼基體與夾雜物的交界處逐漸與基體分離,連成裂紋通道。隨著應力循環次數的增加,顯微裂紋沿著球的外殼撕裂基體逐漸向外擴展,當裂紋整體尺寸超過軋輥能承受的臨界尺寸時,疲勞裂紋進入失穩擴展階段,軋輥表面最終因發生瞬時斷裂而剝落。軋輥表面剝落經歷了由夾雜物導致的裂紋萌生→裂紋擴展→ 剝落幾個過程。
夾雜物對疲勞性能的影響
夾雜物對工件疲勞壽命的影響與夾雜物的性質、大小、數量、分布有關。一般來說,硬而脆與基體聯結性較差且不變形的塊狀或球狀夾雜物,如TiN、Al2O3等比具有延展性、細長類夾雜物危害更大。當夾雜物數量較多、聚集分布時或處于零件表層、高應力區時,對疲勞壽命影響最嚴重。同時夾雜物對疲勞性能的影響另外也取決于基體的組織和性質,實驗指出,軟鋼的疲勞強度和夾雜物的關系較小,隨著鋼的強度提高,夾雜物的有害影響就越來越嚴重。在具有高硬度和高強度的金屬材料中,夾雜物對疲勞強度的影響成為比較突出的問題。
根據相關研究資料表明,疲勞壽命對夾雜物的尺寸非常敏感,減少夾雜物的尺寸,可以顯著地提高疲勞壽命。對于高硬度、高強度工件,表面夾雜物的臨界尺寸為8~10μm,并且隨著硬度的增加而減小、隨著所處深度增加而增加。夾雜物小于臨界尺寸,可避免夾雜物引起的疲勞斷裂,疲勞性能會更好;當夾雜物大于臨界尺寸時,隨著夾雜物尺寸的增加,鋼的疲勞強度與疲勞壽命急劇降低。據文獻指出,對于高強度鋼,如果夾雜物尺寸減小1/3,疲勞壽命將延長10倍,如果夾雜物尺寸減少大約一半,疲勞壽命將延長100倍。同時,如果夾雜物尺寸減少一半,疲勞強度可提高1.12~1.15倍。
綜上所述,該軋輥是在使用過程中復雜應力作用下,在大尺寸夾雜物處產生疲勞裂紋源,隨著交變應力的不斷變化,疲勞裂紋擴展并產生次生裂紋,在斷口表面形成疲勞條帶和放射狀條帶。當裂紋整體尺寸超過臨界尺寸時,疲勞裂紋進入失穩擴展階段,軋輥最終因發生瞬時斷裂而剝落失效。
3、結論
(1)該冷連軋工作輥表面剝落是由近表面大尺寸Al2O3類脆硬夾雜物引起的疲勞斷裂。
(2)加強對軋輥的檢測,超聲波檢測可探測內部的缺陷,磁粉和渦流可檢驗表面缺陷;根據情況采用不同方法或相結合,確保軋輥質量。
(3)制定科學合理的軋輥使用與維保制度,確保使用過程中的冷卻與潤滑,防止過熱。
來源:《柳鋼科技》
(版權歸原作者或機構所有)
