
保持架鉚釘孔位置度測量方法
2023-06-05(軸承雜志社)
針對深溝球軸承分離型半保持架鉚釘孔孔徑較小,三坐標(biāo)測量機測頭在孔中移動距離受限,無法測量孔位置度的問題,利用三維光學(xué)測量儀,采用1/2Z大極角偏差修正方法,在極坐標(biāo)系實現(xiàn)了小孔徑孔位置度的測量,并通過實例驗證了該方法的可行性。
對于深溝球軸承分離型半保持架,鉚釘孔鉚合的準(zhǔn)確程度決定保持架的結(jié)構(gòu)精度,從而影響軸承壽命。隨著加工設(shè)備的自動化以及加工工藝的改進,鉚釘孔加工精度也隨之提升,為驗證鉚釘孔加工精度并提供測量數(shù)據(jù)以指導(dǎo)加工工序,需進行鉚釘孔位置度測量。
通常,采用三坐標(biāo)測量機測量孔位置度,對于鉚釘孔孔徑小于0.9 mm的半保持架,受三坐標(biāo)測頭直徑與測頭在孔中移動距離的限制,無法測量孔位置度。為解決類似的小孔徑孔位置度無法測量的問題,嘗試采用三維光學(xué)測量儀進行非接觸測量,并通過試驗、數(shù)據(jù)分析驗證了該方法的可行性。
1 測量原理
三維光學(xué)測量儀是集光學(xué)、機械、電子、計算機圖像處理等技術(shù)于一體的測量儀器,可以高精度、高效率地測量各種復(fù)雜工件的尺寸、角度及位置等。
1.1 測量方法及過程
分離型半保持架鉚釘孔采用外徑定位加工且均勻分布在保持架表面,各孔互為基準(zhǔn),通過夾具將半保持架固定在測量平臺的適當(dāng)位置。
1.1.1 粗建坐標(biāo)系
將被測件放在三維光學(xué)測量儀平臺的適當(dāng)位置固定。根據(jù)加工定位方式測量基準(zhǔn)圓,將鏡頭移至基準(zhǔn)圓中心,清空x,y,z軸坐標(biāo),完成工件定位。
1.1.2 精建坐標(biāo)系
在基準(zhǔn)圓上測量一點,根據(jù)基準(zhǔn)圓直徑的大小陣列此點6~12次并使其均勻覆蓋整個圓周,自動測量其余點數(shù)并將測量點擬合為基準(zhǔn)圓。選取其中一個鉚釘孔進行全自動測量,將得到的基準(zhǔn)圓、鉚釘孔圓構(gòu)造坐標(biāo)系x,y,z軸,完成精建坐標(biāo)系,如圖1所示。
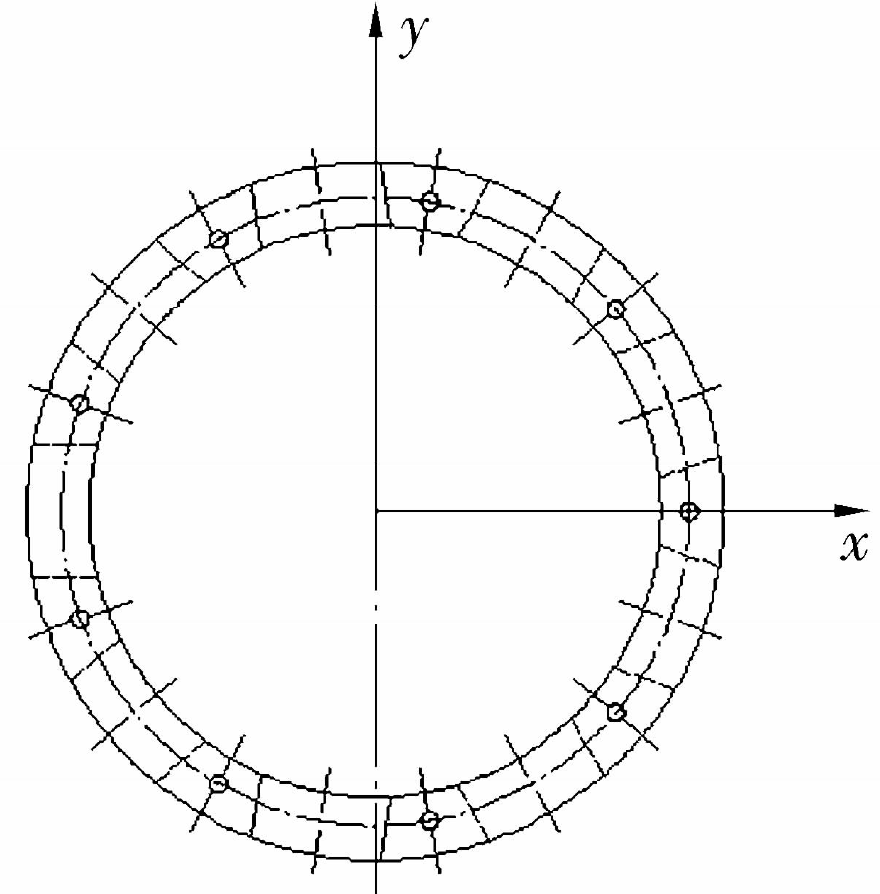
圖1 精建坐標(biāo)系
1.1.3 自動測量鉚釘孔
測量其中一個鉚釘孔,復(fù)制此孔測量方式,切換至極坐標(biāo)并陣列此孔,陣列次數(shù)根據(jù)實際孔數(shù)決定,自動測量所有鉚釘孔。
1.1.4 評價位置度
在極坐標(biāo)系下選擇其中一個孔,點擊Nominal按鍵后出現(xiàn)該孔極坐標(biāo)下的極徑和極角,根據(jù)圖紙要求將理論值與公差輸入相應(yīng)表格,利用極角和極徑計算位置度。按照該步驟依次計算其余的孔位置度。
1.2 測量過程中的數(shù)據(jù)處理
鉚釘孔位置度測量基于極徑和極角的偏差進行計算,測量時若以其中一個孔為基準(zhǔn),評價其余孔位置度時會導(dǎo)致整體偏離公稱值。這是由于所有孔的極角均偏離公稱值,而分離型半保持架鉚釘孔加工過程中各孔互為基準(zhǔn),將其中一個孔作為基準(zhǔn)進行評價不符合實際要求。
同樣,在三坐標(biāo)測量機上測量互為基準(zhǔn)的孔位置度時,亦不能以其中一個孔作為基準(zhǔn)進行評價,但由于每個孔能夠串動一定的角度,可以通過坐標(biāo)系旋轉(zhuǎn)進行評價,旋轉(zhuǎn)原則遵循1/2公差原則。然而,三維光學(xué)測量儀無法旋轉(zhuǎn)坐標(biāo)系,研究后決定采用極角修正的方法進行評價,修正參數(shù)為極角偏差Z大極差的1/2,如圖2所示。
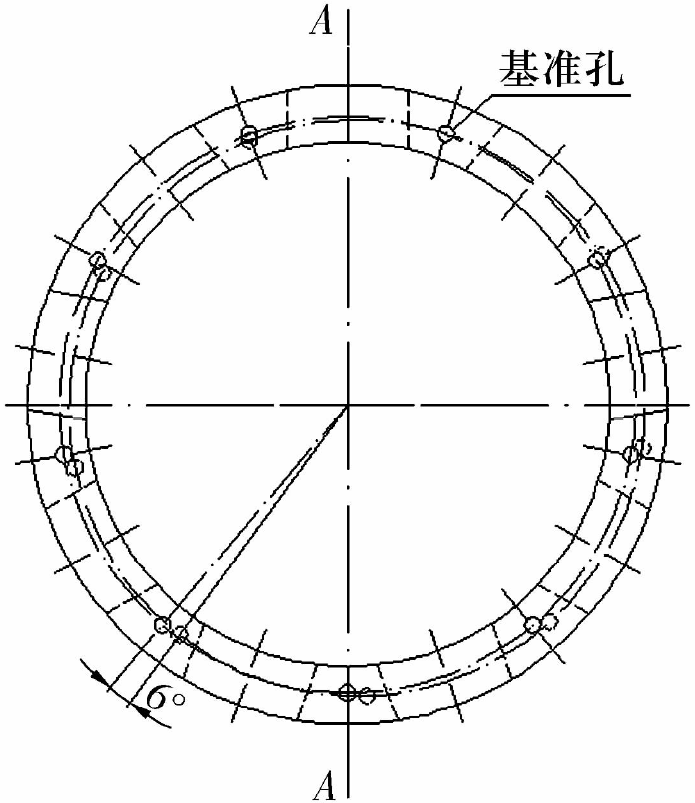
圖2 極角偏差示意圖
假設(shè)分離型半保持架鉚釘孔10等分,則鉚釘孔極角公稱值α=360°/10=36°。設(shè)測量后鉚釘孔各孔的極徑、極角分別為Di,βi,則各孔極角偏差θi為

極角偏差的修正值δ為

根據(jù)直角坐標(biāo)系與極角坐標(biāo)系的轉(zhuǎn)換關(guān)系,采用修正后的極角、極徑進行位置度φ的評價,即

式中:r0為極徑公稱值。
根據(jù)(3)式得出的位置度即為實際需要的位置度,該測值可以反映孔位置度是否合格并用于指導(dǎo)實際加工。
2 試驗驗證及結(jié)果分析
某型軸承半保持架鉚釘孔孔徑為0.7 mm, 14等分,中心徑公稱尺寸為(41.9±0.04)mm,位置度要求為0.03 mm。由未修正的測量結(jié)果(表1)可知選取任意一個孔作為基準(zhǔn)進行評價,其余孔呈一定規(guī)律性變化,基準(zhǔn)孔位置度較小,依次增大后變小(圖3)。
表1 未修正位置度的測量結(jié)果
mm
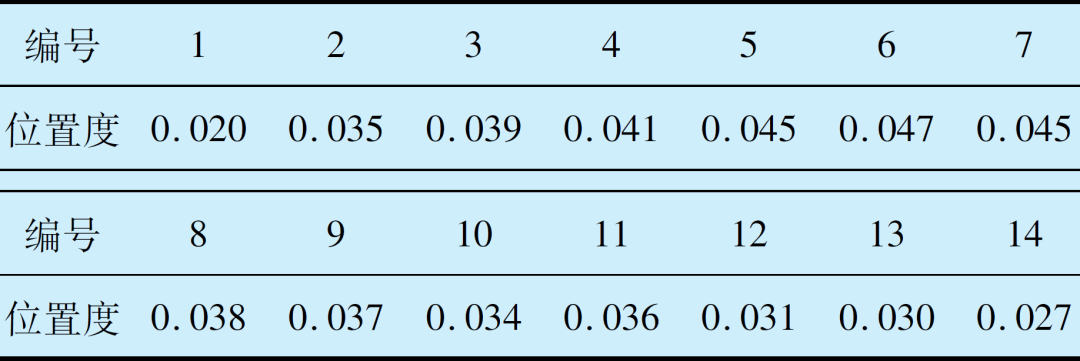

圖3 修正前后的位置度
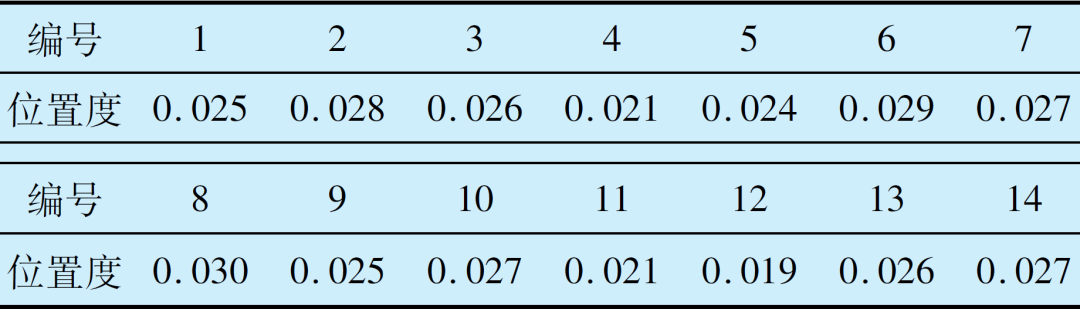
采用極角偏差Z大極差的1/2進行修正后的測量結(jié)果見表2,由表可知孔位置度在合格范圍內(nèi),且修正后的位置度分布均勻(圖3),符合實際要求。
表2 修正后位置度的測量結(jié)果
mm
為驗證該方法的可靠性,對該型號軸承半保持架孔位置度重復(fù)測量10次,并計算測量數(shù)據(jù)的平均值及標(biāo)準(zhǔn)差,結(jié)果見表3:14個孔位置度測值的標(biāo)準(zhǔn)差Z大為0.001 mm,離散性較低,測量數(shù)值可靠;測值不確定度不超過0.003 0 mm,同樣說明該方法的測值準(zhǔn)確可靠。
表3 位置度重復(fù)性測量結(jié)果
mm

3 結(jié)束語
通過研究分離型半保持架鉚釘孔的測量原理,結(jié)合三坐標(biāo)測量機互為基準(zhǔn)孔位置度測量方法,在三維光學(xué)測量儀上采用1/2Z大極角偏差修正方法實現(xiàn)了分離型半保持架孔位置度的測量。通過實例驗證該方法有效可行,且測量結(jié)果重復(fù)性滿足儀器Z大允許誤差,離散性較低,測值可靠,解決了小孔徑孔位置度無法測量的難題,目前該方法已在實際生產(chǎn)測量中得到應(yīng)用。
(參考文獻略)
來源:《軸承》2021年9期
作者:孫慧霖,楊曉峰,安浩俊
引文格式:
孫慧霖,楊曉峰,安浩俊.保持架鉚釘孔位置度測量方法[J].軸承,2021(9):65-67.
