
高速沖床冷卻潤滑子系統故障檢測與分析
2023-03-02楊爭鋒
(農產品加工智能裝備星創天地)
1 簡述
1.1 機械故障診斷研究的目的
數控高速沖床是在自動沖壓生成線上完成板料高效率、高精密沖壓加工的自動化沖壓設備。隨著技術的不斷進步,數控高速沖床日趨智能化和精密化,對其可靠性的要求也越來越高。當前,我國國產數控高速沖床的可靠性水平與國外發達工業國家的相比具有較大差距,而產品的可靠性直接影響產品的市場競爭力。因此,提高國產數控高速沖床的可靠性水平來應對當今競爭激烈的市場環境是我們的當務之急。故障分析是實現數控高速沖床可靠性水平增長的重要環節。本文以國產數控高速沖床為研究對象,重點圍繞數控高速沖床的故障分析技術展開深入的研究。
1.2冷卻潤滑子系統故障模式分析
冷卻潤滑子系統是發生故障Z為頻繁的部位,在歷史故障數據中主要表現為油冷裝置不制冷、油管及管接頭的漏油、潤滑油泵故障。因此,冷卻潤滑子系統是影響數控高速沖床可靠性的重要因素。此外,電氣子系統與液壓鎖緊子系統也是故障頻率較高的的故障部位。
2 高速沖床
國內外對數控機床的研發,主要面向高檔次,包括高速、高精、多軸聯動復合加工等,但是隨著復合功能的增多和密集技術的引入,故障隱患增多,先進功能和性能不能維持,先進性也就失去其意義。因此,提高數控機床的可靠性水平,尤其是國產數控機床的可靠性水平,提高國產數控機床在國內的市場占有率和競爭力是我們的當務之急。以往關于國產數控機床在可靠性方面的研究主要以數控金切機床為主,而關于數控高速沖壓設備的可靠性方面的研究在國內卻比較匱乏。
數控高速沖床又稱數控高速壓力機是一種能高效完成板材的落料、沖孔、成型等沖壓工藝的機電一體化產品,具有柔性好,生產效率高,加工精度穩定的優點。高速沖床的基本工作原理是利用調速電機、皮帶、飛輪帶動曲柄滑塊機構工作,此結構將飛輪的旋轉運動變成滑塊的往復運動,將飛輪儲存的能量轉換為模具的沖壓能,進而實現板材的高速沖壓成形。在級進模和自動送料裝置等輔助機械的配合下,數控高速沖床能高效的進行自動化沖壓作業。近些年來,隨著電子、通訊、計算機、家電及汽車工業的不斷發展,對沖壓零件的需求量越來越大,如中小型電機的定轉子硅鋼片、刮臉刀、IT芯片等,這些沖壓零件很適合在數控高速沖床上進行大批量生產。市場的需求帶動了數控高速沖床的不斷發展,國產數控高速沖床在速度、噸位、精度等方面都有了長足的進步。但是,根據課題組調研獲得的國產數控高速沖床可靠性水平評估結果,我國具有代表性的國產某型數控高速沖床的平均故障間隔時間(MTBF)大約為325小時,與國外900小時的水平相去甚遠。國產數控高速沖床的可靠性水平低下,先進的功能和性能得不到維持,失去了先進性的意義,并且易出故障的產品將嚴重影響其在用戶中的口碑及其市場的占有率。
3 故障分析
3.1數控機床結構
數控高速沖床屬于復雜的機電一體化產品,由大量的零部件組成。圖1所示為一種國產閉式雙點數控高速沖床的生產線實物圖。

圖1數控高速沖床生產線實物圖
1. 料架;2.校平機;3.送料機;4.高速沖床;5.控制柜
該型數控高速沖床的特點如下:1)采用一級帶傳動,沖壓行程次數高,沖壓加工的工作效率高;2)機身采用高強度鑄鐵分體結構,底座和衡梁用四根拉緊螺桿拉緊,機身剛性好,角變形小;3)采用組合式干式摩擦離合器-制動器,噪音小,離合扭矩大,制動角小;4)四點式曲軸支承結構,可增加曲軸強度,變形小,剛性好,抗偏載能力好;采用滾動軸承支承,運行穩定,發熱少,精度高;5)采用導柱導套結構,消除連桿擺動時對滑塊產生的側向力,滑塊采用滾珠花鍵軸承導向,保證滑塊運行精度;6)機身設有動平衡系統,可緩解機床振動和噪音,延長模具使用壽命,改善勞動環境;7)裝模高度調節螺桿設有液壓式鎖緊裝置,確保滑塊下死點精度;8)采用稀油強制循環潤滑系統,具有油路故障報警功能;9)采用平衡氣缸裝置,平衡滑塊與上模的重量,使壓力機運行更平穩;10)采用變頻器調速電機,行程次數可調;11)采用可編程控制器PC,電子凸輪及電子凸輪控制器,人機界面,實現對機床的自動化、數字化控制,操作方便,性能優良。
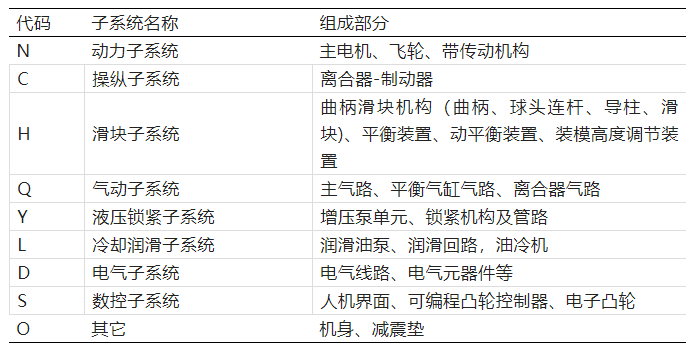
為了正確的描述故障,準確定義故障發生的部位,找出影響系統可靠性的關鍵部位,應對數控高速沖床進行子系統的劃分,根據相關鍛壓手冊給出的劃分方法和故障樹分析的需要,將該?床劃分為8個子系統,代碼表見表1。
3.2冷卻潤滑子系統故障樹
冷卻潤滑子系統為數控高速沖床的各個關鍵運動部件提供潤滑油循環潤滑,并利用油冷機對潤滑油進行冷卻。潤滑油泵從機床底部的潤滑油箱吸油并建立壓力,壓力潤?油經過濾器過濾,通過壓力閥,將油壓控制到所需壓力,由分油器將壓力潤滑油輸出到各個潤滑點,潤滑點主要包括滑塊的導柱導套,曲軸上的軸承組件,動平衡滑塊等,Z后經潤滑油回路回到油箱。當潤滑油壓超出規定的壓力區間時,機床油壓檢測報警會被觸發。油冷機同時對油箱的潤滑油進行循環冷卻,并具有溫度檢測與報警功能。冷卻潤滑子系統的故障樹見圖2。
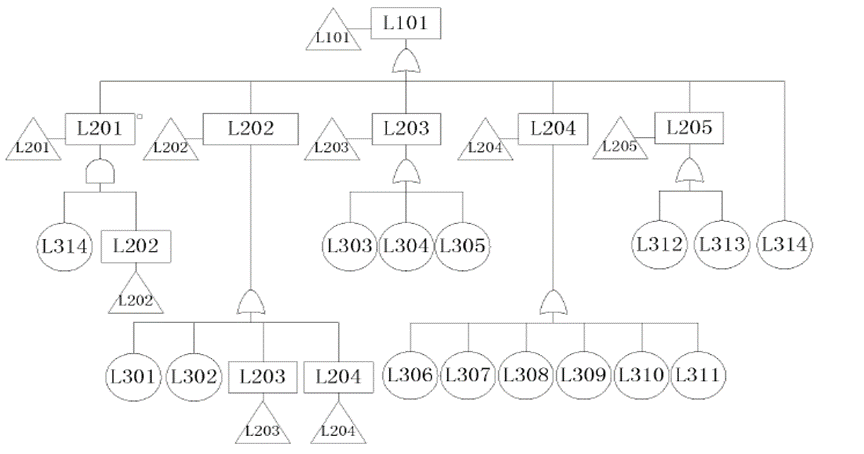
圖2冷卻潤滑子系統的故障樹
4 高速沖床冷卻潤滑子系統故障診斷采用的技術手段
4.1油液理化性能分析
監測由于添加劑損耗或基礎油衰變引起的油品物理或化學性能指標的變化程度,來監測設備的潤滑狀況以及設備潤滑不良而引起的故障。
4.2磨損微粒檢測技術
通過對油液中攜帶的磨損微粒的尺寸、形貌、含量等狀態,實現對設備磨損狀態的監測與診斷。
高速沖床的冷卻潤滑子系統故障主要涉及磨損微粒檢測技術,總結為油液分析技術。
4.3油樣分析
1、了解被測設備的情況
(1)機器的機構及潤滑方式:摩擦副相對運動的類型、潤滑方式等。
(2)摩擦副材料的性能:材料成分,熱處理情況,表面硬度。
(3)機器運行條件:轉速、載荷、溫度、有否異常等。
(4)設備運轉歷史及維修保養情況:上次大修時間。原因、措施等。
(5)潤滑油性能。
2、油樣抽取
油樣抽取應保證所取出的油樣具有代表性。
(1)取樣部位
a.循環油路:選在回油管路經過過濾器之前部位;
b.非循環油路:停機后半小時內取樣,在整個油箱一半稍深處。
(2)取樣間隔
視機器的重要性、使用性、負荷特性而定。高速沖床屬于地面液壓系統,跑合階段和失效前夕階段取樣間隔為80小時,正常階段取樣間隔為200小時。
(3)采樣規范
a.對某一待監測的設備,一定要固定取樣位置、取樣時間;
b.保證吸油器具的清潔、無污染,無殘油,無其它雜質混入;
c.動作小心,不讓污染雜質帶入油樣及待監測的設備。
(4)原始數據記錄完整
4.4 油液分析的主要方法
1.油液理化性能檢測
采用油液的物理化學化驗方法對油液的各種理化性能進行測定。需要分析的項目:粘度、水分、閃點、酸度、雜質等。
粘度(GB266-77) 水分(GB/T260-1977)
閃點(GB/T261-1983;GB/T267-1988
酸值(GB/T264-1983) 灰分(GB608-65)
凝點(GB/T510-1983) 機械雜質(GB/T511-1988)
2.光譜分析
通過檢測油液中所含各種元素的含量,反推出含有這些元素的機械零部件的磨損狀態。
(1)分光光度計法:優缺點
優點:靈敏度高.準確度與穩定性較好 ,對微量元素的分析效果好,缺點:速度慢,不同元素要配制不同的溶液。
(2)原子發射光譜分析法優缺點
優點:油樣不需預處理,分析速度快;讀數準確,重復性好,分析容量大。缺點:價格昂貴,安裝條件較嚴格,實驗費用高;與鐵譜技術相比,探測較大粒度磨粒的靈敏度低,不能獲得磨屑形態方面的信息。在判斷磨損類型和預報災變發生的能力方面存在不足。
3.鐵譜分析
鐵譜分析原理:利用高梯度的強磁場將潤滑油中所含的機械磨損碎屑按其磨粒大小有序分離出來,通過對磨屑的形狀、大小、成分、數量及粒度分布等進行定性與定量的觀察、判斷設備磨損狀況、預報零部件的失效。優點:應用范圍廣,能分離出潤滑油中含有較寬尺寸范圍的磨屑。可對磨屑進行定性觀察分析和定量測量,以判斷機器的磨損程度,還可對磨屑的組成元素進行分析,以判斷磨屑產生的部位。缺點:對潤滑油中非鐵系顆粒的檢測能力低;(2)規范化不夠,分析結果對操作人員的經驗有較多的依賴性;(3)對大規模設備群的診斷工作不很適應。
4.顆粒計數法
對油樣中的顆粒進行顆粒度測量,按預選的顆粒范圍進行計數,通過與標準的對比,獲得油液污染度的評價。隨著電子技術的發展,自動顆粒計數器具有:計數速度快、準確度高、操作簡便等特點。顆粒計數器按原理可分為:遮光型、光散型、電阻型。其中遮光型顆粒計數器應用Z廣泛。
5.磁塞法
將一個永磁或電磁的磁塞探頭插入潤滑系統的管路中,收集、探測油液系統中在用潤滑油所含的磁性顆粒。借助于放大鏡和人眼觀察、分析被采集的磁性顆粒的大小、數量、形狀等特征,簡易判斷設備磨損狀態。
5 故障防治措施
通由數控高速沖床的故?樹分析結果可?冷卻潤滑子系統在子系統重要度排序中位列,是重要度Z高的子系統,即對機床可靠性影響Z大。因此,按子系統重要度的高低,對冷卻潤滑子系統提出可靠性保障及改進措施。
通過數控高速沖床故障樹分析,給出了冷卻潤滑子系統故障樹底事件的重要度排序。根據排序結果可以看出,底事件“油冷裝置不制冷”、“接頭漏油”、“油管漏油”的概率重要度的排序靠前。在數控高速沖床歷史故障數據的統計中,冷卻潤滑子系統在故障部位統計中為故障頻率Z高的子系統,該統計結果與故障樹分析結果相符。
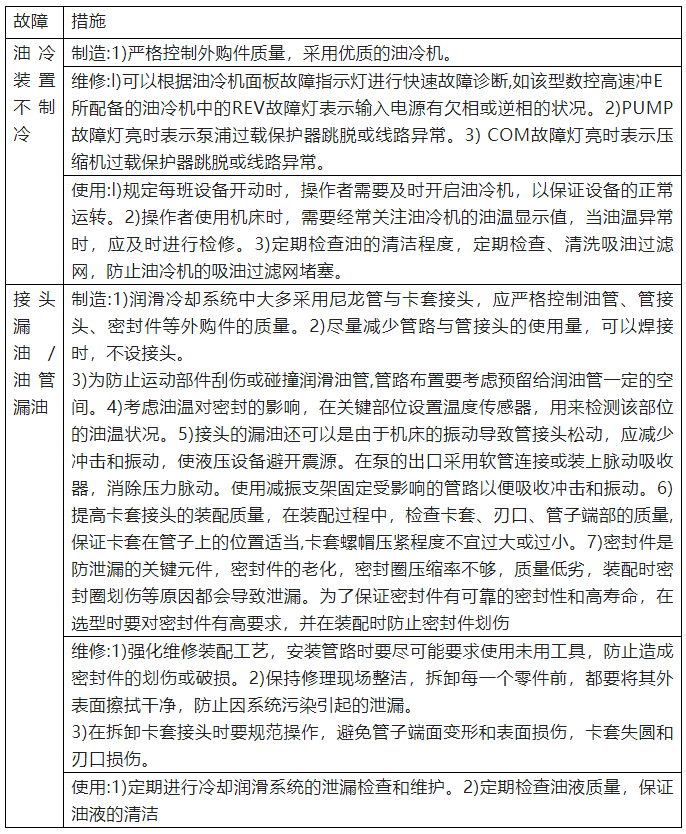
冷卻潤滑子系統在故障模式統計中主要的故障模式為“液、氣、油滲漏”和“油冷裝置無制冷”。在危害性矩陣中屬于危害性程度較高的故障模式。所以為故障模式“油冷裝置不制冷”、“接頭漏油”及“油管漏油”提出如下可靠性保障及改進措施建議:
表2可靠性保障及改進措施
6總結
本文針對數控高速沖床的結構進行了簡單介紹,之后對高速沖床的子系統進行分類介紹,然后進行了冷卻潤滑子系統的故障分析與研究。介紹了常見的油液分析技術在高速沖床冷卻潤滑子系統故障診斷中的應用。總結了一般油液分析的方法步驟及優缺點,并且針對危害較大的兩種故障提出了針對性防治措施。但要切實提高數控高速沖床的可靠性水平還存在一些不足需要進一步完善,存在一些難題需要進一步探索。
參考文獻
[1]劉水平,朱彩蓮,楊壽智.數控沖床中常用檢測元件的故障分析與維修[J].機床與液壓,2015,43(20):183-186.
[2]陳太瓊.數控轉塔沖床的維護保養[J].中國設備工程,2011(02):36-38.
[3]張罡,石為人. 故障樹分析法在數控機床故障診斷系統中的應用[C]//.2004全國虛擬儀器大會論文集(二),2009:56-59.
[4]張英芝,賈亞洲,杜慶林,朱黎輝.數控沖床故障分析[J].機床與液壓,2004(09):187-188.
[5]張英芝,賈亞洲,張學文,杜慶林.數控沖床的故障概率分布模型[J].吉林大學學報(工學版),2004(02):264-267.DOI:10.13229/j.cnki.jdxbgxb2004.
[6]張根保,孫曉丁,鞠萍華,張會杰,程巖松.某高速沖床潤滑系統環境適應性研究[J].鍛壓技術,2013,38(03):85-89.
[7]黃兆哲.數控高速沖床的故障分析與研究[D].吉林大學,2013.
[8]李太福.高速沖床主傳動系統可靠性設計技術研究[D].南京理工大學,2012.
[9]戴明凡.油液分析光譜儀研制關鍵技術及光譜數據分析研究[D].中國計量大學,2020.DOI:10.27819/d.cnki.gzgjl.2020.000120.[10]
[10]龐新宇,閆宗慶.機械設備智能化油液分析技術研究現狀[J].液壓與氣動,2020(09):56-66.
[11]楊仕通. 基于油液分析的工程機械狀態檢測技術研究[D].石家莊鐵道大學,2018.
