
后橋主減速器總成裝配質量控制分析
2023-02-24車橋研究所 龍厚明

后橋主減速器總成是汽車傳動系關鍵的部件之一,主減速器裝配總成調試水平的高低直接影響汽車的燃油經濟性、噪聲、使用壽命及可靠性。主減速器的結構、裝配工藝及控制方法,從主減速器的主要裝配質量指標著手,找出當前后橋主減速器裝配的質量問題。針對主減速裝配中影響裝配質量的因素和主要存在的問題提出相應的改善措施。
一、后橋主減速器裝配質量控制現狀
1、主減速器結構及裝配工藝分析
后橋主減速器的結構分為:主動錐齒輪總成、差速器總成、主減速器殼等合裝零件。
后橋主動錐齒輪及軸承座總成結構:后橋主動錐齒輪、內外軸承總成、軸承座、調整墊片、主錐防松螺母、突緣總成、油封總成。
錐齒輪差速器總成結構:差速器左右殼、差速器螺栓、從動錐齒輪、從動錐齒輪螺栓、軸承總成、十字軸、半軸齒輪、半軸齒輪支承墊圈、行星齒輪、行星齒輪支承墊圈。
2、汽車主減速器裝配技術要求
主減速器總成在裝配過程中有一些關鍵的調整裝置:主、從動錐齒輪之間必須有正確的相對位置,方能使兩齒輪嚙合傳動時噪聲較輕,而且沿輪齒方向的磨損較均勻。為此,在結構上一方面要使主、從動錐齒輪有足夠的支承剛度,使其在傳動過程中不至于發生較大的變形而影響正常嚙合;另一方面應有必要的嚙合調整裝置,這些調整裝置的選擇和測量Z終影響主減速器的裝配質量。
為了使主、從動錐齒輪有足夠的剛度,必須提高軸承的旋轉精度,增加軸承裝置的剛度,減小機器工作時的振動,為此要對主軸軸承采用預緊安裝。
錐齒輪嚙合的調整是指齒面嚙合印痕和齒側嚙合間隙的調整。正確的嚙合印痕和嚙合間隙是通過錐齒輪軸的軸向移動,從而改變主、從動錐齒輪的相對位置來得到的。
3、汽車主減速器裝配工藝分析
現在通常先將主動錐齒輪總成和差速器總成裝成分總成,然后再與主減速器殼體等其它零件合裝。
主動錐齒輪裝配工藝:主錐軸承座上主齒總成裝配線,在主錐軸承座內孔壓入兩圓錐滾子軸承的外環→測量A1、A2值,選調墊片測量S1的值→壓內軸承內圈于主齒軸上→放入調整墊片,壓入主錐外軸承內圈,壓凸緣壓,壓密封圈→裝墊片主錐螺母,擰緊主錐圓螺母到775N.m測軸承預緊力,若軸承預緊力矩不在1.0N. M-2.0N.m范圍內則重新調整墊片至合格→主動錐齒輪總成下線。
錐齒輪差速器總成裝配工藝:錐齒輪差速器左右殼及被動錐齒輪上差速器總成裝配線,被動錐齒輪壓入差速器左殼→將工件翻轉180度,預擰緊被動錐齒輪螺栓→用擰緊機擰緊被動錐齒輪螺栓→將工件翻轉180度,裝半軸齒輪墊片、半軸齒輪、十字軸、行星齒輪及行星齒輪墊片,測量行星齒輪、半軸齒輪間隙→裝差速器左殼,預擰緊差速器螺栓→用擰緊機擰緊差速器螺栓→壓裝差速器左右軸承內環→差速器總成下線。
主減速器總成裝配工藝:將減速器殼夾緊在合裝小車上,翻轉180度。→拆去差速器軸承蓋去半圓孔毛刺,測量S2,測量機聯網讀取主100工序測量S值,根據S1、S2選擇合適的主被齒調整墊片→翻轉180度,裝調整墊片、主動錐齒總成,擰緊軸承座螺栓→翻轉180度裝差速器總成→裝差速器軸承外圈,調整螺母,差速鎖,預擰緊調整螺母,軸承蓋螺栓,調整差速器軸承預緊→調整主、被動圓錐齒輪齒側間隙,鎖緊調整螺母,擰緊軸承蓋螺栓,擰緊螺栓→翻轉90度→做減速器總成磨合實驗→翻轉90度,減速器總成下線。
4、主減速器裝配工藝特點
:多實現自動化或半自動化裝配工藝技術,使用電子測量技術與裝配手段結合,檢測技術與檢驗手段確保裝配質量。第二:裝配工藝工程的另一核心技術為扭力擰緊機,控制各關鍵扭力要求,可實現扭力精度控制在±1.5mm誤差,并同時進行檢測。第三:整個生產制造過程的工藝參數監控整線集成控制和信息化生產,各關鍵工序和工位的工藝參數及?藝信息對應實時記錄跟蹤產品追溯明確。
二、汽車主減速器裝配關鍵質量指標分析
1、 后橋主減速器裝配質量分類
在主減速器裝配過程中會產生大量的質量信息,合理地將質量信息進行分類,對構建合理的質量信息管理系統結構。選擇合適的的信息分析技術,方便信息的檢索和利用都有著重要的意義。質量信息的分類方法一般有以下幾種:
1.1按質量數據的性質劃分:計量型數據、計數型數據。
1.2按其在質量控制系統中作用劃分:標準及計劃數據、實測數據、結果數據。
1.3按信息的功能分:狀態質量信息、質量指令信息、質量反饋信息。
2、從減速器裝配影響減速器性能Z重要的三個指標
是從動齒輪的接觸印痕;第二是主從動齒輪齒側間隙;第三就是減速器啟動力矩。
3、后橋主減速器裝配質量的主要指標
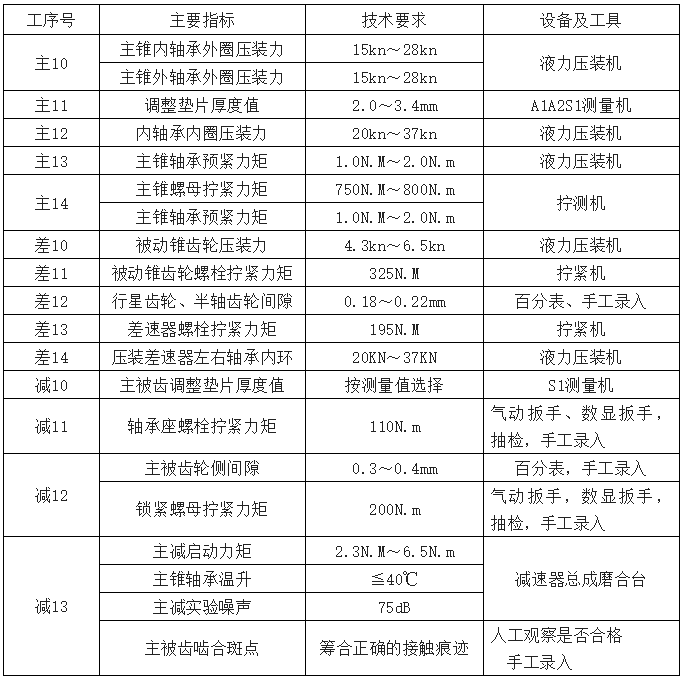
汽車主減速器裝配過程中涉及到裝配質量的內容很多,我們必須保證質量控制點,即主減速器裝配的主要指標,目前汽車主減速器裝配中主要質量指標及其控制設備如表1所示。
表1 主減速器裝配質量主要指標
三、影響后橋主減速器總成的裝配質量的因素
對與汽車主減速器裝配質量的好壞有許多因素,對于這些因素只有更好的控制才能使裝配質量達到更佳。裝配質量的核心關鍵取決于裝配的工藝方案、設備控制、零部件質量等因素。裝配質量
