
磁粉檢測技術在軸承行業的應用推廣(一)
2023-01-31李慎華
無損檢測(Non-destructive testing,NDT)是利用聲、光、磁和電等特性,在不損害或不影響被檢對象使用性能的前提下,檢測被檢對象中是否存在缺陷或不均勻性,給出缺陷的大小、位置、性質和數量等信息,進而判定被檢對象所處技術狀態(如合格與否、剩余壽命等)的所有技術手段的總稱。無損檢測是工業發展必不可少的有效工具,也在一定程度上反映了一個國家的工業發展水平。
常用的無損檢測方法有渦流檢測(Eddy Current Testing,ET)、射線照相檢驗(Radiographic Testing,RT)、超聲檢測(Ultrasonic Testing,UT)、磁粉檢測(Magnetic particle Testing,MT)和滲透檢測(Penetrant Testing,PT)和聲發射(Acoustic emission,AE)等。
磁粉檢測的適用性和局限性:
1)磁粉探傷適用于檢測鐵磁性材料表面和近表面尺寸很小、間隙極窄(如可檢測出長0.1mm、寬為微米級的裂紋),目視難以看出的不連續性。
2)磁粉檢測可對原材料、半成品、成品工件和在役的零部件檢測,還可對板材、型材、管材、棒材、焊接件、鑄鋼件及鍛鋼件進行檢測。
3)可發現裂紋、夾雜、發紋、白點、折疊、冷隔和疏松等缺陷。
4)磁粉檢測不能檢測奧氏體不銹鋼材料和用奧氏體不銹鋼焊條焊接的焊縫,也不能檢測銅、鋁、鎂、鈦等非磁性材料。對于表面淺的劃傷、埋藏較深的孔洞和與工件表面夾角小于20°的分層和折疊難以發現。
磁粉檢測(Magnetic ParticleTesting,MT)在滾動軸承行業應用非常廣泛。磁粉檢測是利用物理學中磁現象檢測鐵磁性材料零件表面和近表面裂紋或其他缺陷的方法。鐵磁零件表面磁化時,若零件表層存在缺陷或材質不均勻,將使磁感應線改變方向,在強磁感應作用下,通過磁通在缺陷部位的泄漏形成磁極,此時在被磁化的零件表面噴灑磁粉或磁懸液就可能會出現表征缺陷態勢的磁痕,從而判斷零件表層是否存在缺陷。原則上要求利用磁粉檢測裝置對被檢零件進行磁化、噴灑磁粉、觀察、和退磁等4個方面的操作。但是在不要求退磁的場合,也可以不做退磁處理。根據被檢零件的形狀、尺寸、材質、表面狀況、缺陷性質(種類、大小、位置、方向),可以適當調整檢測裝置的靈敏度,以便能進行高效、安全的檢測。
磁粉檢測方法依據不同的分類方法有多種分類,見表1。
表1 磁粉檢測的分類
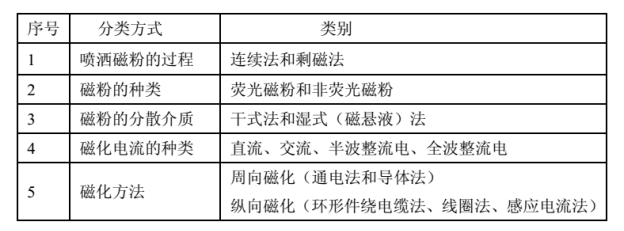
1、連續法和剩磁法
連續法是指被檢零件磁化時同時對其完成噴灑磁粉/磁懸液的過程。連續法通常是斷續性通電磁化,在施加磁粉/磁懸液的動作結束后才能斷開磁化場。此時應對被檢工件表面流動的分散介質形成的尚未消失的磁痕加以關注。采用連續法檢測工件時應設定完成噴灑磁粉/磁懸液過程所需的通電時間。交流電流磁化方式僅限于使用連續法,直流和脈動電流磁化方式也可以使用連續法。連續法的磁化通電時間約為(1~3)s。
剩磁法是在完成被檢零件的磁化操作后切斷磁化場施加磁粉/磁懸液的方法。剩磁法的檢測效率較高,根據剩磁法的基理可以對單個或多個中、小型零件同時進行檢測。值得注意的是,在施加磁粉/磁懸液之前,使零件的被檢面不要與其他強磁性體接觸。沖擊電流磁化方式僅限于剩磁法使用。直流、半波整流和全波整流磁化方式也可以使用剩磁法,在一般情況下,剩磁法的通電時間約為(1/4~1)s。
2、磁粉的種類
噴灑磁粉時,可按不同的觀察方法,分為熒光或非熒光磁粉法
熒光法是以熒光磁粉作為顯示材料,并要在暗室內使用熒光磁粉探傷機進行檢測。在白光照度小于20 lx條件下,熒光與零件表面的本底可形成高達1000:1的比對系數,檢測靈敏度高,宜采用此方法檢測精密零件。在對熒光式磁粉探傷機進行現場檢測時,應使用紫外線照度計檢測發射的紫外線強度是否符合距離光鏡表面40 cm處紫外線照射強度應大于1000μW/cm2的限定要求。
非熒光磁粉是以普通磁粉作為顯示材料并在自然光照下進行檢測,不易受光照條件的影響,其使用范圍廣泛。
3、磁粉的分散介質
噴灑磁粉時,可按不同的分散介質,分為干式法和磁懸液法。
由于受環境條件的限制,干式法的使用范圍遠小于磁懸液法。干式法是以所用磁粉和被檢零件表面充分干燥為前提條件的。操作過程中,在零件表面應輕輕地吹拂并均勻散布適量的干磁粉,已噴灑的磁粉模態不應散亂。為了易于形成磁痕模式,可使被檢零件的測試面輕微振動或噴灑足夠量的磁粉后利用靜態氣流去除多余磁粉。
磁懸液法是以煤油、水等作為分散介質,需要時可加入適量的防腐劑和界面活性劑。應根據被檢零件的磁特性、形狀、尺寸、表面狀態、被預測缺陷的形狀、磁化方法和檢測環境等條件選擇磁粉和分散介質的種類、磁懸液中磁粉的分散濃度(磁懸液濃度)和噴灑方法。由被檢測零件材質的表面狀況和缺陷性質決定磁粉必須保持適當的磁性、粒度、濃度、分散性和色調,應使磁懸液緩慢、均勻地噴灑到被檢零件的有效檢測區域以使缺陷部位吸附磁粉。
磁懸液濃度應由磁粉裝置攪拌槽內磁懸液實際使用位置的單位容積(100 ml)所含磁粉沉淀容積(ml)表示,可使用梨形沉淀管進行測量。測量磁懸液濃度方法為:取100 ml在攪拌內已經攪拌均勻的磁懸液倒入垂直放置的梨形沉淀管內,靜置45 min以上,此時測量管內應呈現明顯的分界線。規定熒光磁粉磁懸液濃度:(0.1~0.6)ml/100ml,非熒光磁粉磁懸液濃度:(1.2~3.0)ml/100ml。在檢測中間,要避免磁懸液阻塞現象。
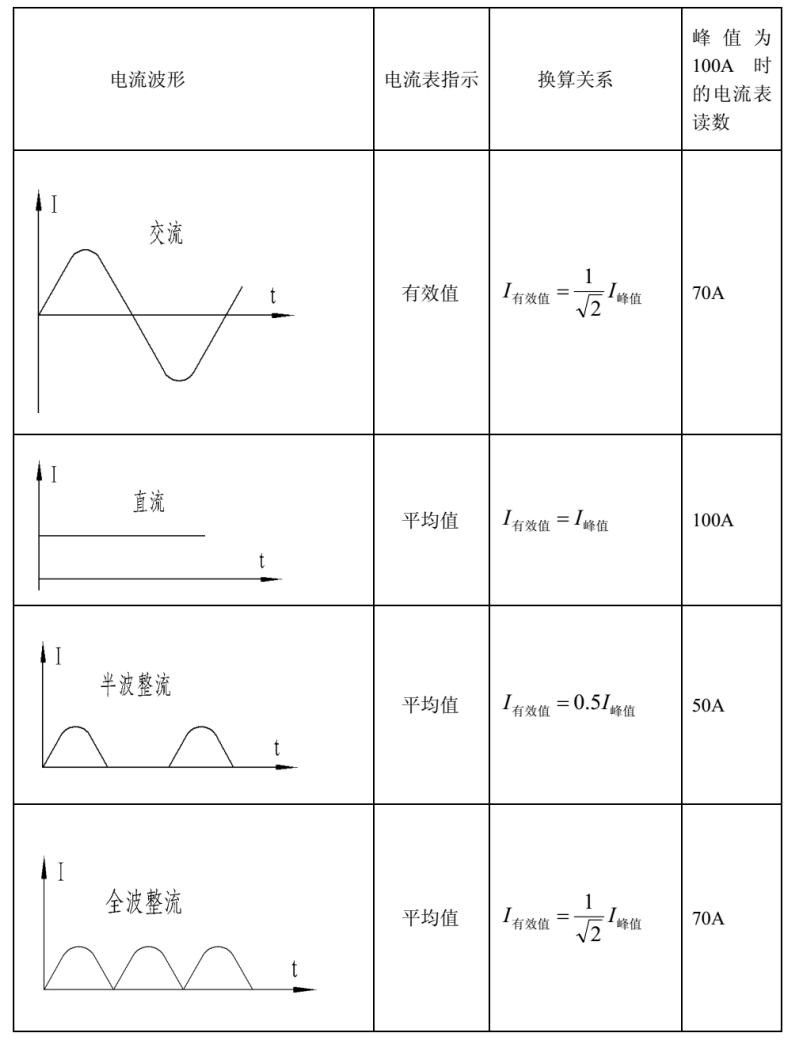
4、磁化電流值與峰值的換算
零件進行磁粉檢測時,要求零件表面上Z小磁通密度應為1T,在相對磁導率高的低合金和低碳鋼上達到該磁通密度的切向磁場強度為2 kA/m。對于低磁導率鋼,需要更高的切向磁場強度,但如果磁化太強,可能會出現掩蓋相關顯示的虛假背景顯示。
當磁化由隨時間變化的電流產生時,要求采用有效值,如果磁化設備上的電流表顯示的是平均電流時,其相應的各種波形的有效值由表2給出。
表2 各種波形的有效值
(來源:軸承雜志社)
(版權歸原作者或機構所有)
