
磁粉檢測技術(shù)在軸承行業(yè)的應(yīng)用推廣(二)
2023-02-01李慎華
5、磁化方法
應(yīng)用于軸承零件磁粉檢測中的磁化方法有縱向磁化和周向磁化。在被檢檢測零件進(jìn)行磁化時(shí),予以判斷的磁場方向符合物理學(xué)中電磁場的右手螺旋定律。
縱向磁化:磁化電流的流通方向與被檢零件的軸線相對垂直或形成磁場的磁力線方向與被檢零件的軸線相對平行。此時(shí),磁場方向應(yīng)盡可能與被預(yù)測的缺陷方向垂直。應(yīng)用于軸承零件的縱向磁化方法有:感應(yīng)電流法(圖1)、環(huán)形件繞電纜法(圖2)、線圈法(圖3)。
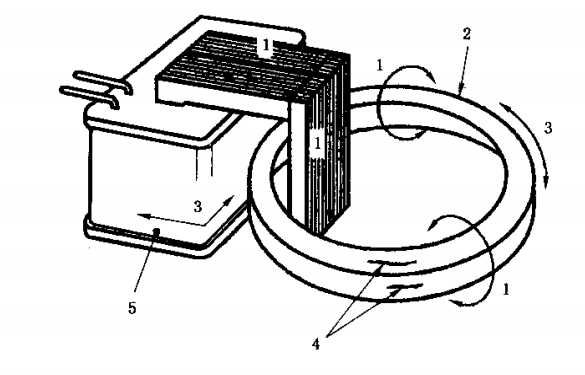
圖1 感應(yīng)電流法檢測
1—磁力線;2—零件;3—電流;4—缺陷;5—感應(yīng)線圈
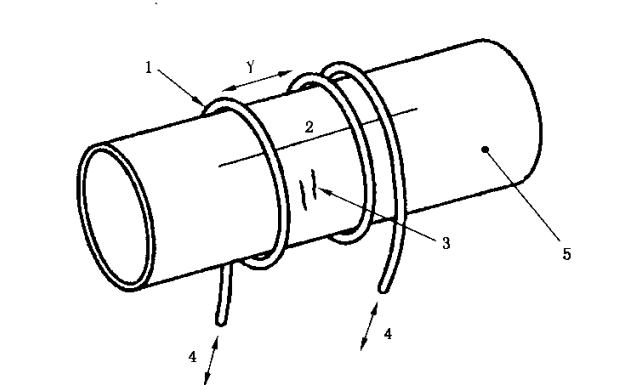
圖2 環(huán)形件繞電纜法檢測
1—絕緣電纜;2—磁力線;3—缺陷;4—電流;5—零件
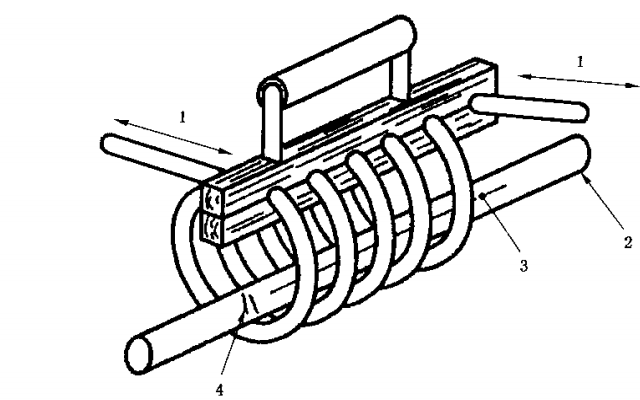
圖3 線圈法檢測
1—電流;2—零件;3—磁力線;4—缺陷
周向磁化:磁化電流的流通方向與被檢零件的軸線相對平行并建立一個(gè)沿圓周方向的磁場(形成磁場的磁力線方向與被檢零件的軸線相對垂直),有通電法(圖4)和導(dǎo)體法(圖5)。
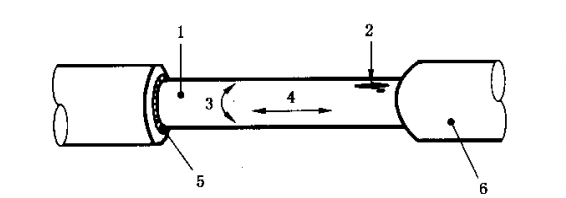
圖4 通電法檢測
1—零件;2—缺陷;3—磁力線;4—電流;5—接觸片;6—接觸頭
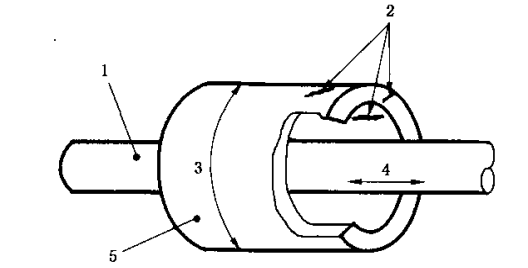
圖5 導(dǎo)體法檢測
1—絕緣棒;2—缺陷;3—磁力線;4—電流;5—零件
6、磁化規(guī)范
磁化規(guī)范GB/T 24606—2009《滾動(dòng)軸承 無損檢測 磁粉檢測》的規(guī)定,見表3。
表3 磁通法磁化規(guī)范

7、切向磁場強(qiáng)度的驗(yàn)證
被檢零件表面磁通密度是否足夠,應(yīng)該用下列一種或幾種方法來證實(shí)。
檢測帶有細(xì)微的自然或人工缺陷的零件驗(yàn)證。
盡可能接近表面測量切向磁場強(qiáng)度,具體由JB/T8290—2011《無損檢測儀器 磁粉探傷機(jī)》給出。
計(jì)算通電法的切向磁場強(qiáng)度,許多情況下可采用簡單計(jì)算。
基于已知原理的其他方法。
8、磁粉檢測有效性的驗(yàn)證
磁粉檢測的有效性首選靈敏度試片法,A型標(biāo)準(zhǔn)靈敏度試片可以檢查裝置、磁粉和磁懸液的性能,也可以對連續(xù)法中被檢零件的有效磁場強(qiáng)度、方向、檢測有效范圍和檢測操作的合理性進(jìn)行研究。A型標(biāo)準(zhǔn)試片靈敏度試片代表了綜合性的檢驗(yàn)功效,可以驗(yàn)證磁粉檢測的有效性驗(yàn)證。因此,A型標(biāo)準(zhǔn)靈敏度試片必須由權(quán)威機(jī)構(gòu)加以認(rèn)證。
利用A型標(biāo)準(zhǔn)靈敏度試片確定磁粉檢測的有效性時(shí),應(yīng)將標(biāo)準(zhǔn)試片有人工缺陷的那一面緊貼在被檢零件的表面。當(dāng)標(biāo)準(zhǔn)試片剛好能清晰顯示人工缺陷磁痕狀態(tài),此時(shí)的電流磁場即為臨界磁場強(qiáng)度。
8、退磁
涉及到以下情況時(shí),必須做退磁處理:
在對零件進(jìn)行連續(xù)檢測時(shí),零件相互之間受磁化工作的嚴(yán)重影響;
被檢零件的剩磁會(huì)對以后的機(jī)械加工產(chǎn)生惡劣影響;
被檢零件的剩磁會(huì)對測量裝置等產(chǎn)生不良影響;
加持被檢零件過程,加持裝置與零件接觸時(shí)有摩擦或其附近部位吸附的磁粉增加時(shí)。
9、結(jié)束語
一般情況下,軸承零件在完成所有工序和處理后,才能進(jìn)行MT檢測,但是有些經(jīng)過表面處理后的軸承零件很難檢測到表面缺陷,在這種情況下,要在表面處理前進(jìn)行MT檢測。軸承零件也不適合在組裝完成后進(jìn)行MT檢測?否則會(huì)影響軸承性能,應(yīng)在組裝前對零件進(jìn)行檢測。
參考文獻(xiàn):
[1]滾動(dòng)軸承 無損檢測 磁粉探傷:GB/T 24606—2009[S].
[2]無損檢測儀器 磁粉探傷機(jī):JB/T8290—2011[S].
[3]郭健,張丹,馬國義,等. 無損檢測(NDT)——磁粉檢測( M T )技術(shù)[J].工程與試驗(yàn),2011,51(3):55-58.
[4]楊春勇. 淺談磁粉檢測技術(shù)原理與應(yīng)用[C]//中國鐵道學(xué)會(huì)材料工藝委員會(huì)無損檢測學(xué)組——2018 年學(xué)術(shù)交流會(huì)論文集,2018.
(來源:軸承雜志社)
(版權(quán)歸原作者或機(jī)構(gòu)所有)
