
格里森磨齒機故障診斷與維修
2023-02-06孟凡榮 單淑梅 王智
(長春汽車工業高等專科學校 吉林長春 130013;一汽解放事業本部傳動事業部軸齒廠 吉林長春 130013)
格里森磨齒機300TWG進行磨齒加工時出現砂輪撞碎故障,文章對問題產生的原因進行分析,真因在于磨齒機電主軸軸承研傷,詳細地闡述了維修過程,對同類設備的維修具有一定的借鑒意義。
格里森磨齒機300TWG是2012年購置,在筆者車間主要用于12TA變速箱輸出軸1542齒輪的熱后磨齒,其中X軸、Z軸、A軸為進給滑臺,C軸為工件電主軸,功率19kW,轉速可達1500r/min。
01 故障現象
磨齒機加工兩個月連續內出現砂輪撞碎11次,造成設備停機時間平均每次4.5h,砂輪更換和調整造成了成本和工時的提高,可動率大大降低。
02 原因分析
從材料、方法和機床本身三方面考慮,經分析可能出現砂輪撞碎現象的原因如下:
(1)砂輪不符合工藝要求。
(2)毛坯尺寸超差。
(3)夾具磨損、更換問題或夾具不達標。
(4)磨削工藝不合理。
(5)電主軸控制輸出不穩定。
(6)砂輪主軸精度偏差。
(7)電主軸精度偏差。
03 解決過程
3.1排查真因
針對上面分析可能導致砂輪撞碎的原因進行逐一排查:
(1)經檢查砂輪存放時間在有效期內,裂紋實驗和硬度測試達標。
(2)測量加工前工件的工藝參數,均符合工藝要求。
(3)查看工裝夾具使用記錄,近半年內未更換,對使用的夾具進行參數測量,符合工藝要求。
(4)對加工參數進行確認,磨削參數合理沒有進行修改。
(5)監控電主軸輸出電壓,在正常波動范圍內。
(6)對砂輪主軸精度監控測量(一周),砂輪主軸精度符合要求,一周內監控無異常。
(7)對電主軸精度進行監控測量(一周),主軸精度不穩定,一周內3次異常,并發生砂輪撞碎問題,電主軸精度測量數據統計如圖1所示。
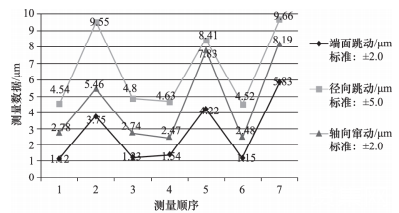
圖1 電主軸精度測量數據
砂輪撞碎的真因在于電主軸精度偏差,具體造成精度偏差的原因尚不明確。電主軸屬于設備的重要部件,出現問題大多數使用者都是聯系廠家維修,主軸整體更換,恢復精度準確,維修費用10萬元,備件費用14萬元,總費用25萬元,預期在費時間2周。考慮到生產進度緊張和維修成本,筆者決定嘗試自主維修,雖然沒有拆卸維修過電主軸,但是一方面費用低,周期短,一方面可以積累維修經驗,便于改進改善,防止同類故障再次發生。
手動盤動主軸,主軸沉重,旋轉過程中有松有緊。結合圖紙,拆開主軸上端蓋,主軸前端軸承潤滑脂變黑變硬,軸承磨損。主軸密封采用氣密封,機床廠懷疑是筆者廠壓縮空氣存在污染導致潤滑油污染,經檢查空氣過濾裝置和空壓機沒有污染存在,排除壓縮空氣污染的可能性。考慮潤滑,給電主軸加注潤滑脂,但是無法注入。經查看電主軸圖紙,發現設計上存在缺陷,潤滑油道被主軸外圈阻擋,如按照機床電主軸的油脂加注口執行則無法加注潤滑脂,電主軸機械裝配圖如圖2所示。
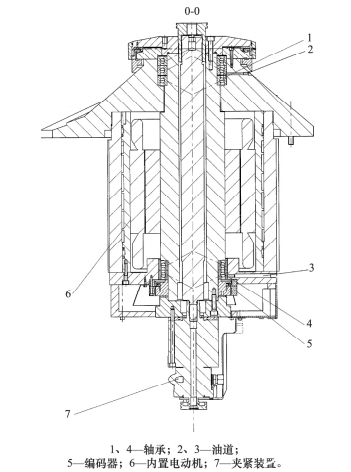
圖2 電主軸裝配圖
同時購入的3臺格里森磨齒機300TWG在正常使用下均有相同故障發生,確定出廠安裝缺陷,潤滑脂加注量少,尤其是下面的軸承和光柵編碼器很近,潤滑脂加注量大會污染光柵。高溫引起長效潤滑脂失效,軸承潤滑脂缺失導致軸承研傷,影響主軸精度。Z后,我們找到了砂輪撞碎的具體原因。
3.2解決方法
維修前的準備工作:
(1)軸承損壞,緊急采購規格軸承B71924CDP4ADB、B71924E.T.P4S.TB;
(2)針對設計缺陷,確定改善潤滑方案。原廠設計沒有注油油道,定期補充潤滑脂大拆大卸難度高;加裝自動潤滑裝置需要加工注油油路,影響主軸精度;Z后選擇更換長效潤滑脂,將原潤滑脂CENTOPLEX2EP更換為ARCANOL-LOAD150,氧化安定性為原潤滑脂的三倍,通過高轉速軸承溫度測試和高轉速潤滑脂粘度測試均比原潤滑脂好很多;
(3)無定位標示,自主加工后法蘭定位銷。
維修過程:
(1)拆卸。給C軸吊卸留出空間,機床相對位置移動,X軸、Z軸退零位,A軸旋轉半位。拆除砂輪和夾具,C軸精度檢測并備份。先后拆除電、氣、油、水管路將電纜、插頭、接頭等用保鮮膜密封處理,拆除C軸本體固定螺釘,拆除V軸本體,拆除上頂尖和支座。
(2)吊卸:吊車使用相應吊具進行吊卸,拆卸電主軸附件(配油閥、拉桿、讀數頭、光柵尺),密封保護處理。
(3)解體:避開水路、油路、軸承確定定位位置,打出定位槽,轉子和定子同軸分離,拆卸軸承。記錄安裝順序,調整隔墊位置,清洗所有機械零件,檢查是否有損壞部分。
(4)組裝:領新軸承,清洗后檢查外觀是否存在出廠缺陷,運轉感官檢查,成組軸承配合驗證,按照軸承加注量上限加注潤滑脂。轉子和定子同軸穿入安裝前部軸承,安裝后部法蘭蓋,用定位銷定位,安裝后軸承,測量隔墊厚度制作新隔墊。緊固后檢查精度,安裝光柵尺,找正(精度誤差要求在±0.0015mm),安裝讀數頭、夾緊油缸。
(5)恢復:電主軸吊裝回位,芯軸找正,上頂尖與主軸同軸度精度誤差在0.01mm以內,Z軸與C軸平行度側向誤差±0.001mm,正向誤差前傾0.004mm。緊固C軸本體,精度復查,先后恢復水、油、氣、電線路,安裝夾具進行試車。
3.3再次改進
機床恢復后沒有再發生砂輪撞碎,但是兩周后光柵尺頻繁報警,周期從1次/2周很快發展為3次/天。經過分析找出原因如下:恢復時長效潤滑脂按照軸承加潤滑脂上限加注,主軸高速旋轉時高溫和離心作用使基礎油滲出污染光柵尺。從圖紙可以看出C軸夾緊拉桿處設計上采用間隙密封,拆裝恢復后間隙會加大,松開夾緊的油缸動作就是一個打油的過程,冷卻油會從縫隙吸入,污染光柵尺等精度元件;
改進方法為:減少潤滑脂,按上限的1/2添加潤滑脂,避免高速旋轉時產生高溫使基礎油滲出。在夾緊拉桿處添加三層密封圈密封,防止冷卻油滲入,加裝密封圈后的實物如圖3。
圖3 加裝密封圈
3.4電主軸維修注意事項
結合圖紙確定拆卸安裝方案,對電主軸精度檢測進行備份,所有電、氣、油、水管路接頭及備件拆卸后注意密封,記錄好拆卸安裝順序,在維修過程中要隨時查看圖紙,并結合實際和經驗來進行操作,國外設備的電主軸自主維修便得心應手。
04 結語
經過維修和改進,設備運行穩定,半年內沒有發生砂輪撞碎問題。此次自主維修節約了很大成本,積累了維修經驗,使我們深刻體會到自主維修重要部件的必要性。之后制作了主軸精度測量點檢作業要領書和電主軸軸承更換流程說明書,建立磨齒機主軸相關備件,保障同類故障發生時快速處理。本文的故障處理對同類設備具有普遍性,整個維修過程對同類設備維修具有很大的參考價值。
來源:《制造技術與機床》2019年第7期
(版權歸原作者或機構所有)
