
軸的修復方法
2023-02-09
軸是Z容易磨損或損壞的零件,常見的損壞部位及維修方法如下:
1.中心孔損壞
修復前,首先除去孔內的油污和鐵銹,檢查損壞情況,如果損壞不嚴重,用三角刮刀或油石等進行修整;損壞嚴重時,應將軸安裝在車床上用中心鉆加工修復,直至符合規定的技術要求。
2.軸頸磨損
軸頸因磨損而失去正確的幾何形狀和尺寸,變成橢圓形或圓錐形。常用以下方法修復:
A.按規定尺寸修復:當軸頸磨損量小于0.5mm時,可用機械加工方法使軸頸恢復正確的幾何形狀,然后按軸頸的實際尺寸選配新軸襯。這種用鑲套方法進行修復可避免變形,經常使用。
B.用堆焊法修復:幾乎所有的堆焊工藝都能用于軸頸的修復。堆焊后不進行機械加工的,堆焊層厚度應保持在1.5~2.0mm;若堆焊后仍需進行機械加工的,堆焊層厚度應比軸頸名義尺寸大2~3mm。堆焊后應進行熱處理退火。

C.用電鍍或噴涂修復:當軸頸磨損量在0.4mm以下時,可用鍍鉻修復,但成本較高,只適于重要的軸。為降低成本,對于非重要的軸應用鍍鐵修復,用低溫鍍鐵效果很好,原材料便宜,成本低,污染小,鍍層厚度可達1.5mm,硬度較高。磨損量不大的也可用噴涂修復。
D.粘接修復:把磨損的軸頸車小1mm,然后用玻璃纖維蘸上環氧樹脂膠,一層一層地纏在軸頸上,待固化后加工到規定的尺寸。
3.圓角
圓角對軸的使用性能影響很大,特別是在交變載荷作用下,因軸頸之間突變部分的圓角被破壞或圓角半徑減小,易使軸折斷。因此,圓角的修復不可忽略。圓角的磨傷可用細銼或車削、磨削修復。當圓角磨損很大時,需要進行堆焊,然后退火車削到原尺寸。圓角修復后,不允許留有劃痕、擦傷或刀跡,圓角半徑也不許減小,否則會減弱軸的性能并導致軸的損壞。
4.螺紋
當軸表面上的螺紋碰傷,螺母不能擰入時,可用圓板牙或車削修整。若螺紋滑牙或掉牙時,可先把螺紋全部車削掉,然后進行堆焊,再車削加工修復。

5.鍵槽
當鍵槽只有小凹痕、毛刺和輕微磨損時,可用細銼、油石或刮刀等進行修整。若鍵槽磨損較大時,可擴大鍵槽或重新開槽,并配大尺寸的鍵或階梯鍵;也可在原槽位置上旋轉90°或180°重新按標準開槽。開槽前需先把舊鍵槽用氣焊或電焊填滿。

6.花鍵槽
A.當鍵齒磨損不大時,先將花鍵部分退火,進行局部加熱,然后用鈍鏨子對準鍵齒中間,手錘敲擊,并沿鍵長移動,使鍵寬增加0.5~1.0mm。花鍵被擠壓后,劈成的槽可用電焊焊補,Z后進行機械加工和熱處理。
B.一般采用縱向或橫向施焊的自動堆焊。縱向堆焊時,把清洗好的花鍵軸裝到堆焊機床上,機床不轉動,將振動堆焊機頭旋轉90°,并將焊嘴調整到與軸中心線成45°角的鍵齒側面。焊絲伸出端與工件表面的接觸點應在鍵齒的節徑上,由床頭向尾架方向施焊。橫向施焊與一般軸類零件修復時的自動堆焊相同。為保證堆焊質量,焊前應將工件預熱。堆焊結束時,應在焊絲離開工件后再斷電,以免產生端面弧坑。 堆焊后要重新進行銑削或磨削,達到規定的技術要求。
C.按照規定的工藝規程進行低溫鍍鐵,鍍后進行磨削,符合技術要求。
7.裂紋和折斷
軸出現裂紋后若不及時修復,就有折斷的危險。對受載不大或不重要的軸,當徑向裂紋不超過軸直徑的10%時,可用焊補修復。焊補前,必須認真做好清潔工作,并在裂紋處開坡口。焊補時,先在坡口周圍加熱,然后再進行焊補。為消除內應力,焊后需進行回火處理,Z后通過機械加工滿足尺寸要求。對于輕微裂紋還可用粘接修復,先在裂紋處開槽,然后用環氧樹脂膠填補和粘接,待固化后進行機械加工。對軸上有深度超過軸直徑10%的裂紋或角度超過10°的扭轉變形,且是受載很大或重要的軸,應予以調換。
當載荷大或重要的軸出現折斷時,應及時調換。一般受力不大或不重要的軸,可用圖所示的方法進行修復。
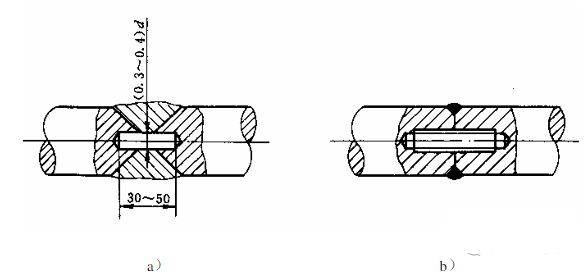
圖中a是用焊接法把斷軸兩端對接起來。焊接前,先將兩軸端面鉆好圓柱銷孔、插入圓柱銷,然后開坡口進行對接。圓柱銷直徑一般為(0.3~0.4)d,d為斷軸外徑。圖中b是用雙頭螺柱代替前面的圓柱銷。若軸的過渡部位折斷,可另車一段新軸代替折斷部分,新軸一端車出帶有螺紋的尾部,旋入軸端已加工好的螺孔內,然后進行焊接。有時折斷的軸其斷面經過修整后,使軸的長度縮短了,此時需要采用接段修理法進行修復,即在軸的斷口部位再接上一段軸頸。

8.彎曲
對彎曲量較小的軸,一般小于長度的8/1000,可用冷校法進行校正。通常對普通的軸可在車床上校正,也可用千斤頂或螺旋壓力機進行校正。這些方法的彎曲量能達到1m長是0.05~0.15mm,可滿足一般低速運行的機械設備要求。對要求較高、需精確校正的軸,或彎曲量較大的軸,則用熱校法進行校正。通過加熱,溫度達500~550℃,然后待冷卻進行校正。加熱時間根據軸的直徑大小,彎曲量和加熱設備確定。熱校后應使軸的加熱處退火,達到原來的力學性能和技術要求。
9.曲軸的修復
曲軸是機械設備中一種較重要的零件,它的加工制造工藝比較復雜,造價較高,因此修復曲軸是維修中一項重要工作。
曲軸常見的故障有:曲軸彎曲、軸頸磨損、表面疲勞裂紋和螺紋破壞等。

A.曲軸彎曲校正:將曲軸置于壓床上,用V形鐵支承兩端主軸頸,并在曲軸彎曲的反方向對其施壓,產生彎曲變形。若曲軸彎曲程度較大,為防止折斷,校正可分幾次進行。經過冷壓校的曲軸,因彈性后效作用還會使其重新彎曲,Z好施行自然時效處理或人工時效處理,消除冷壓產生的內應力,防止出現新的彎曲變形。
B.軸頸磨損修復:主軸頸的磨損主要是失去圓度和圓柱度,Z大磨損部位是在靠近連桿軸頸的一側。連桿軸頸磨損成橢圓形的Z大磨損部位是在各軸頸的內側面,即靠近曲軸中心線的一側。連桿軸頸的錐形磨損,Z大部位是在機械雜質偏積的一側。
曲軸軸頸磨損后,特別是圓度和圓柱度超過標準時需要進行修理。沒有超過極限尺寸的磨損曲軸,可按修理尺寸進行磨削,同時換用相應尺寸的軸承,否則應采用電鍍、堆焊、噴涂等工藝恢復到標準尺寸。為有利于成套供應軸承,主軸頸與連桿軸頸一般應分別修磨成同一級修理尺寸。特殊情況,如個別軸頸燒蝕并發生在大修后不久,則可單獨將這一軸頸修磨到另一等級。曲軸磨削可在專用曲軸磨床上進行并遵守磨削曲軸的規范。在沒有曲軸磨床的情況下,也能用曲軸修磨機或在普通車床上磨修,不過需配置相應的夾具和附加裝置。
C.曲軸裂紋修復:曲軸裂紋易產生在主軸頸或連桿軸頸與曲柄臂相連的過渡圓角處和軸頸的油孔邊緣。若發現連桿軸頸上有較細的裂紋時,經修磨后裂紋能消除,則可繼續使用。一旦發現有橫向裂紋時,通常不進行修復,須予以調換。
10.其它部位維修
外圓錐面和圓錐孔磨損,均可用車削或磨削加工到較小和較大尺寸,達到修配要求,另外配相應的件;軸上銷孔磨損了,也可鉸大一些,另配銷子;軸上的扁頭、方頭及球面磨損可用堆焊或加工修整幾何形狀;當軸的一端損壞,可切削損壞的一段,再焊上一段新的,并加工到要求的尺寸。
(來源:加工之友)
