
燒結主抽風機軸向振動異常分析與處理
2022-02-07蘇磊
(天津鋼鐵集團有限公司機械動力部)
摘 要:針對燒結機主抽風機軸向異常振動的問題,使用容知 RH130 測振儀采集振動數據,利用計算機對采集數據進行精密分析,確定引起軸向振動的主要原因為轉子軸向不平衡。通過采用影響系數法在現場進行動平衡校正,解決了煉鐵廠燒結機軸向振動較大的現象,消除了振動異響,保證了燒結機的穩定運行。
關鍵詞:燒結機;軸向振動;轉子;動平衡校正
1 引言
天津鋼鐵集團有限公司煉鐵廠 2# 燒結主抽風機自 2006 年 6 月投產,其與燒結機配套使用的主抽風機屬大型風機,風機轉子直徑 3.5 m,是燒結車間廢煙氣清除的主要設備。在設備運行時,由于該風機轉速較高,達到 1 000 r/min,其安全穩定運行至關重要,特別是在該風機高速旋轉狀態下,通過精密診斷及時發現軸向振動較大的主要原因,對預防設備非計劃停機顯得尤為重要。通過動平衡技術為風機葉輪添加合理配重,使風機振動值恢復至正常水平,為風機的安全運行提供了保障。
2 設備功能及主要技術參數
2.1 設備功能
煉鐵廠 2# 燒結主抽風機主要將燒結機中鐵原料,礦粉,生石灰,焦炭,無煙煤等混合物燃燒產生的廢煙氣抽出至脫硫塔,進行除塵等一系列工藝操作,將煙氣中排放的顆粒物保持在 20mg/N m3 以下,SO2 排放穩定在 100 mg/N m3 以下,Z終將排放指標合格的煙氣排放至大氣。
2.2 主要技術參數
名稱:煉鐵廠 2# 燒結主抽風機;
型號:SJ20000-14T;
處理煙氣量:20 000 m3 ;
全壓:42 000 Pa;
介質含塵量<850 mg/m3 ;
電機功率:5 800 kW;
風機轉速:1 000 r/min。
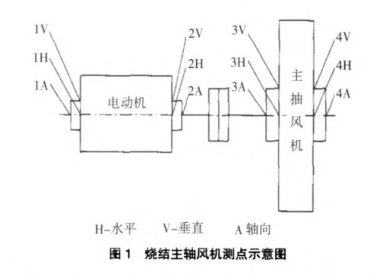
2.3 設備傳動圖及主要振動監測點位
如圖 1 所示,煉鐵廠 2# 燒結主抽風機由電機驅動,風機主軸與電機用彈性柱銷聯軸器與電機主軸相連,并傳遞扭矩。H、V、A 分別為振動測點監測的三個方向,總計四組數據。
3 軸向振動異常原因分析
在 2015 年 8 月上旬我們在巡檢過程中發現煉鐵廠 2#燒結主抽風機聲音異常且振動過大,振動值異常測點為風機主動側與傳動側,并以軸向振動為主,在這種異常振動的情況下,我們對振動數據進行了詳盡的分析,并初步判斷出幾種出現導致軸向振動異常的可能性。
3.1 引起振動值大以及聲音異響的主要原因
煉鐵廠 2# 燒結主抽風機在正常工作狀態下以 1 000 r/min高速旋轉,由于抽出的煙氣中含有大量粉塵,這些粉塵在經過風機葉輪時不可避免的有掛灰現象的發生,根據經驗公式:
F=mrw2 (1)
式中,m 為掛灰后產生的不平衡量,r 為不平衡量質心到轉軸的距離,取主抽風機葉輪半徑 3 m,其中 w 為葉輪旋轉速度,啟機至穩定運行后工作頻率為 1000 r/min,估算煙道中煙灰粘在葉輪上的質量為 70 g。
由公式(1)推算出不平衡力 F=21 000 N
由此可見,在如此大的離心力下,對轉子的正常工作將造成巨大的影響,將產生聲音異響以及振動值大幅增加。
3.2 確定故障原因的分析過程
我們在現場用手持振動表測量振動地腳,未發現明顯振動幅值,因此,排除了軸承座基礎剛度不夠引起的振動。在振動幅值方面,根據 ISO10816 標準,該主抽風機允許振動限值為 7.1 mm/s,從表 1 中看出,傳動側軸向振動較大且有劣化趨勢,其次是垂直振動,徑向水平振動較小,軸向Z大值為 8.21 mm/s,已超過振動參照標準,這次振動升高現象與 2014 年 9 月份振動升高現象類似,懷疑仍然是管道窩風引起。
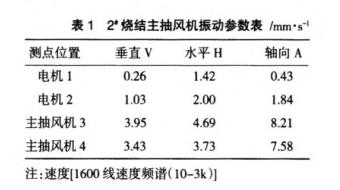
測量信息:天鋼 \ 煉鐵 \2# 燒結主抽風機1 600 線速度頻譜(10~3k)
采集時間:2015-08-10,13:04:52
通過現場風道檢查后發現主抽 2# 出風口導流板出現較明顯開焊現象,利用高爐休風對導流板補焊后,對該風機振動值又進行測量,各測點振值見表2,聲音異響與振值雖有所下降,其中傳動側軸向振動下降至 6.79 mm/s2 ,非傳動側軸向振動值下降至 6.96 mm/s2 ,但振動幅值并未有明顯改善,根據ISO10816 標準參照,該風機依然運行在不可長期穩定運行的狀態下。
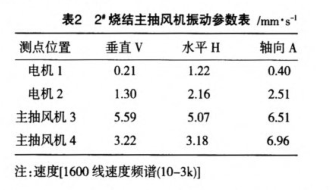
測?信息:天鋼 \ 煉鐵 \2# 燒結主抽風機 1600 線速度頻譜(10-3k)
采集時間:2015-08-25 10:07:45
我們又通過多次對該風機采集的數據進行精密診斷,并運用頻譜分析(見圖 2)發現振動主要頻譜為 1 倍頻,并無明顯多倍頻譜,我們分析速度頻譜圖發現除 1 倍頻軸頻外無明顯邊頻帶頻譜,也未發現高倍頻諧波,在主抽風機逐漸由低速緩慢升至高速的過程中,振動值也逐漸上升,綜合以上幾點已經可以排除主抽風機機械傳動系統產生的聲音異響和振動異常。
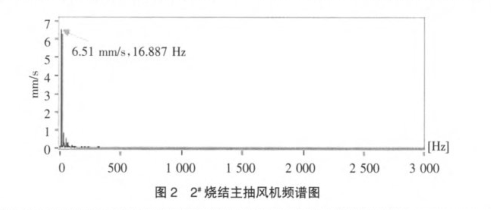
根據這些現象我們綜合判斷出以 1 倍頻為主的振動主要由主抽風機葉輪不平衡原因導致,對于出項的不平衡特征現象,我們決定采用 RH130 儀器的不平衡添加配重計算功能對該風機進行動平衡試驗,解決該風機軸向振動過大的現象。
測點路徑:天鋼 \ 煉鐵 \2# 燒結主抽風機/1600 線速度頻譜(10-3k);
采樣時間:2015-08-10,13:04:52;
運行轉速:1 000 r/min;
采樣頻率:7 680 Hz。
4 利用 RH130 儀器降低軸向振動值及相關數據分析
RH130 儀器作為高精度動平衡儀器,在給主抽風機做現場動平衡的過程中,不能改變振動傳感器和轉速傳感器的位置,因此必須嚴格按照相關規程安裝調試儀器。
RH130 動平衡儀安裝調試與主要操作步驟:
4.1 RH130 儀器安裝與調試
將儀器的振動值測量通道 FH 1 傳感器并安裝在主抽風機傳動側軸承箱水平線位置,TRIGER通道與激光發射器相連,并將激光發射投對準傳動軸中心,監測傳動軸轉速,并固定好磁座,保證動平衡儀在工作過程中受到振動產生數據傳遞誤差。
4.2 試重的選取
以 1 000 r/min 啟動主抽風機電機,經過一段時間使設備達到穩定轉速后測得初始振幅為 329.8 μm,初始相位為 64°。
根據儀器初始試重計算經驗公式:
P=AGg/rw2 s (2)
式中,P 為將要添加的試重;r 為加重半徑;w 為平衡時轉子的角速度;G 為葉輪質量;g 為重力加速度,取 9.8 g/m2 s;s為靈敏度系數,120~150。
對比該風機,初始振幅位移量 310.7 μm,加重半徑選擇在葉輪雙排螺栓的Z末端 2 600 mm 處,葉輪質量約 3 500kg。通過公式(2)計算出需要添加的試重為 0.46 kg。根據平衡儀提示的相位 87°,旋轉風機葉輪至合適的角度,將試重塊焊接在葉輪上。
4.3 配重選取
重新啟動主抽風機電機,葉輪轉速達到穩定轉速 1 000 r/min 后,通過儀器計算出配重角度和配重量為 375°,0.55kg,根據提示的相位,我們又旋轉葉輪至相應的角度,添加配重塊 0.55 kg,并在同樣的半徑處焊接配重塊。
4.4 加配重后振動值對比
加配重后重新啟機,轉速達到 100 r/min 后通過測量發現振值大幅下降至 2.62 mm/s(見圖 3)和(見表3),完全符合振動標準中規定的振動值大小,并且振動異響消失,使主抽風機安全穩定運行。

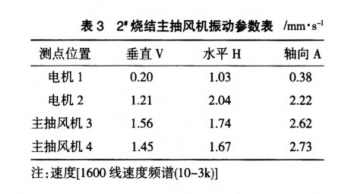
測量信息:天鋼 \ 煉鐵 \2# 燒結主抽風機 1600 線速度頻譜(10-3k)
采集時間:2015-09-03 10:28:03
測量信息,測點路徑:天鋼 \ 煉鐵 \2# 燒結主抽風機/1600 線速度頻譜(10-3k);
采樣時間:2015-09-03 10:28:03;
運行轉速:1 000 r/min;
采樣頻率:7 680 Hz。
5 結束語
對于煉鐵廠燒結 2# 主抽風機這類設備,有多種原因會引起軸向振動值異常,綜合分析相關振動數據后,才能發現引起軸向振動異常的真實原因,通過先進的RH130儀器,針對軸向不平衡量添加相應的配重,Z終降低了軸向振值,消除了相關異響,避免了設備故障惡化程度還節省了人工時間成本,成功的解決了軸向振動大及異響問題,使設備穩定、安全運行。
來源:《天津冶金》2016年第0z1期
