
寶鋼熱軋工藝潤滑技術的開發與應用
2022-03-09何曉明 楊春平
摘 要:闡述了熱軋工藝潤滑的機理及作用,并結合工藝潤滑技術在寶鋼2050mm熱軋廠的開發與應用,探討了工藝潤滑對帶鋼表面質量及環境的影響。
關鍵詞:熱軋;工藝潤滑
1 熱軋工藝潤滑技術的發展
1957年,熱軋工藝潤滑技術在美國獲得成功應用,當時使用的潤滑劑為水溶性的油,應用在精軋機組的支撐輥上。近10幾年來,由于鋼鐵市場對薄帶材質量的要求日益提高,而且熱帶鋼軋機向連續、高速、大型、自動化方向發展,軋輥的使用周期明顯相對縮短,頻繁換輥對軋機產量有很大影響。因此,以減少軋輥磨損為主要出發點的熱軋工藝潤滑的研究逐步引起重視。發展到現在,世界上已有數10套熱軋帶鋼軋機應用了工藝潤滑。美國內陸鋼廠在使用高速鋼軋輥的同時也應用了工藝潤滑,取得了更好的效果。
從目前應用來看,熱軋工藝潤滑按潤滑作用點可分為支撐輥潤滑和工作輥潤滑;按作用方式可分為噴嘴式、毛刷式、毛氈式和噴霧式等。寶鋼2050mm精軋機組采用工作輥噴嘴潤滑方式。
2 熱軋工藝潤滑的機理及作用
2.1 熱軋工藝潤滑的機理
熱軋工藝潤滑是一個動態過程,在變形區高溫、高速、高壓狀態下潤滑油所起的變化難以實驗模擬,因而目前對熱軋的潤滑機理尚無統一認識。一般認為,熱軋潤滑劑以3種狀態起潤滑作用:
一部分潤滑油被燃燒,燃燒殘留物主要是殘炭,使軋輥與金屬表面隔開,殘炭與金屬和軋輥之間的摩擦小于金屬與軋輥之間的固體摩擦。
另一部分潤滑油在變形區高溫、高壓下急劇氣化和分解,形成高溫、高壓的氣墊,將金屬與軋輥表面隔開,起到潤滑作用,這種氣體間的摩擦遠小于流體間的摩擦。
其余部分潤滑油可能保持原來的狀態,以流體形式通過變形區。
由于現代熱軋工藝特點是高溫、高速、高壓、工作輥輥面瞬時溫度可達600~700℃,經冷卻散熱而穩定在50~80℃。因此,為適應熱軋工藝特點,熱軋潤滑劑要滿足如下要求:
(1)熱軋時具有良好的潤滑性,降低摩擦,減少磨損;
(2)應具有良好的吸附性和潤濕性,以便在軋輥表面形成連續牢固的潤滑膜;
(3)粘度要適中,易于輸送和噴涂,不易從變形區擠出;
(4)具有較高的閃點和熱分解穩定性;
(5)潤滑油燃燒生成氣體量少,燃燒物應無毒,對環境污染小。
2.2 熱軋工藝潤滑的作用
熱軋工藝潤滑具有以下作用:
(1)使熱軋力能參數發生變化,由于軋制力的降低,減少了電能消耗;
(2)由于潤滑油形成覆蓋在軋輥表面的保護膜,緩和了水對軋輥的急冷與氧化作用,同時這層保護膜還起著阻礙軋件向軋輥傳熱的作用,降低了軋輥的熱疲勞,從而使磨損減輕。
(3)改善熱軋板的表面質量。由于保持了軋輥表面狀況和外形處于滿意的狀態,可提高軋輥斷面和軋件的幾何尺寸精度以及防止三次氧化鐵皮被粗糙軋輥壓入。
(4)延長軋制公里數,減少換輥次數,增加作業時間。
(5)減少軋輥購置費用。
3 熱軋工藝潤滑的應用
熱軋工藝潤滑是一項實踐性很強的新技術,因為每套軋機的結構與特性不同,在原有系統應用這項技術是一項較復雜的工程。
3.1 應用系統
整個應用系統如圖1所示。系統包括以下幾部分:
(1)潤滑劑儲罐
此為大型容器,可儲存60m3潤滑劑,避免每周補充潤滑劑。
(2)工作油箱
此油箱容積2.3m3。配備有如下裝置。
①蒸汽加熱裝置。可保持潤滑劑溫度恒定在40~60℃。保持潤滑劑粘度的恒定是整個應用系統中很重要的環節。
②溫度、液位指示器。
③液位控制器。控制潤滑劑從儲油罐到工作油箱的輸送泵的關閉與啟動。
④液位報警器。具有低、高位報警功能,當液位處于高位報警狀態時能自動關閉輸送泵。
⑤流量計。記錄由儲油罐打入工作油箱的油量,用于測定潤滑劑的消耗量。
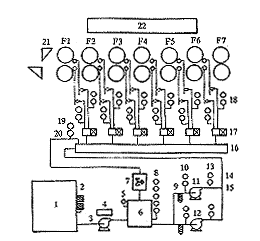
圖1 軋制潤滑應用系統
1-潤滑油儲罐;2-儲罐液位;3-輸送泵;4-流量計;5-溫度計;6-工作罐;7-背壓調節箱;8-工作罐液位;9-過濾器;10-泵前壓力;11-泵1;12-泵2;13-泵后壓力;14-壓力開關;15-壓力指示;16-平衡管;17-F1~F6控制電磁閥;18-F1~F6上輥油壓;19-F1?F6下輥油壓;20-油背壓;21-飛剪;22-PLC控制箱
(3)工作泵組
潤滑劑循環泵和備用泵都配備有真空過濾器、真空指示表及真空報警器。每個泵都配備壓力表、壓力報警器及止回閥、安全閥和隔離閥。
(4)熱平衡管
熱平衡管保證每個噴油口能得到相同的油溫和油壓。
(5)立式控制盒
F1~F6軋機均有1個控制盒,控制和監測注入混和噴嘴的潤滑劑量。
(6)注入點
潤滑劑從立式控制盒流出至注入點的混合噴嘴,混和噴嘴將潤滑劑和軋輥冷卻水均勻混和,冷卻水攜帶著分散的潤滑劑至軋輥表面。
(7)PLC控制箱
PLC控制箱和操作面板是系統的信息和控制中心,顯示系統工作狀態,診斷系統故障。
3.2 系統的操作
通過安裝在操作室的控制箱對系統進行操作。液位控制器、液位報警器都在操作臺顯示并監控。系統啟動時,立式控制盒里的所有電磁閥處于關閉狀態,直至鋼板進入精軋機。電磁閥開閉的順序是:鋼板進入軋機,軋制力信號通過PLC延遲6s后啟動,Fn(n=1~6)機架上的電磁閥,一旦帶鋼尾部離開切頭剪,F1電磁閥關閉;尾部離開F2,關閉F3電磁閥,依此類推。其目的是防止潤滑油在軋輥表面堆積和燃燒不凈造成下一塊帶鋼進鋼時打滑。同時,頭部延時時間的設定也考慮了避免對軋制力遺傳系數產生影響,以保證數學模型的設定精度。
操作面板上,通過對系統油壓的選擇可控制油量大小。在計劃軋制過程中,隨軋輥磨損加劇,系統油壓呈分段階梯自動控制,以達Z佳潤滑效果。
3.3 潤滑劑
潤滑劑分為固體和液體2種。由于固體潤滑劑不能連續供給,且更換不便,因而未能推廣應用。液體潤滑劑按其基礎油的不同,可分為3種:(1)以礦物油為基的潤滑劑;(2)以植物油或動物油為基的潤滑劑;(3)化學合成型潤滑劑。
目前寶鋼2050熱軋廠使用的潤滑劑為恒豐公司生產的HYG-1和Nalco公司生產的HM-40。潤滑劑在水中具有良好的分散性能,能與水混合形成均勻的混合物,當它以高速湍流狀態噴射到工作輥上,其分子極性使其牢固地吸附在軋輥表面。潤滑劑的高分子量酯類化合物和碳氫化合物使其具有高溫潤滑特性。
3.4 潤滑的轉移現象
在F1~F4機架使用軋制潤滑,而在沒有使用潤滑劑的F5機架也看到了和使用潤滑劑類似的現象,Z明顯的是軋制力下降。這種現象可解釋為潤滑劑在前面的機架中沒有完全燃燒,而隨帶鋼一起進入下一個機架。另外,帶鋼頭尾無潤滑部分的表面比中部有潤滑的部分表面相對粗糙,摩擦系數發生了變化。
4 軋制潤滑對帶鋼表面質量的影響
帶鋼表面狀況是一個重要的質量指標。通常,一次和二次氧化鐵皮通過采用合理的加熱制度和高壓水除鱗可以控制。而三次氧化鐵皮壓入造成的氧化鐵皮細孔則與精軋前部機架工作輥表面狀態密切相關。氧化鐵皮細孔發生在軋制計劃的后半期,為了避免其發生,通常臨時換輥,這樣不僅中斷了軋制計劃的連續性,而且造成軋制作業率下降。
在軋制變形區的前滑區和后滑區,帶鋼和軋輥表面產生相對運動。在實際生產過程中,和軋輥表面接觸的薄氧化鐵皮層要強烈地被冷卻,從而使其硬度增高。當軋輥和帶鋼表面間相對移動時,將發生氧化鐵皮層變形和金屬接觸層被犁溝。軋輥表面越粗糙,這種機械作用越大。這樣,在接觸面發生氧化鐵皮的聚集并且壓入相對軟的帶鋼中。在熱軋過程中,工作輥始終處于高溫,高負荷和高速狀態下,隨軋制的進行,軋輥表面逐漸磨損、粗糙。
潤滑油在變形區可降低軋輥磨損速度。另外,由于潤滑油形成覆蓋在軋輥表面的保護膜,緩和了水對軋輥的急冷與氧化作用;同時,這層保護膜還有阻礙軋件向軋輥傳熱的作用,降低了軋輥的熱疲勞,從而使磨損減輕。使用潤滑油后,軋制潤滑平均計劃長度可達到153km,比使用前薄板平均計劃長度90km增加41%,軋制潤滑Z大計劃長度可達到180km。
5 軋制潤滑對軋輥使用壽命的影響
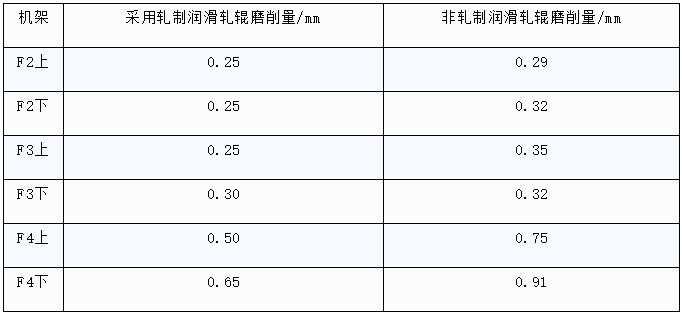
由于軋制潤滑減少了軋輥磨損,因而軋制潤滑計劃公里數及軋制噸位數增加,但下機后磨削量并未增加,使噸鋼輥耗降低,如表1所示。
表1 軋輥磨削量比較舉例
6 軋制潤滑對環境的影響
在潤滑軋輥輥縫的過程中,絕大部分潤滑劑被軋輥以及帶鋼表面的高溫燃燒掉,燃燒產物為二氧化碳和水,沒有毒性。而沒有燃燒掉的少許潤滑劑會在鐵皮坑里浮至水面或吸附在氧化鐵皮表面。浮在水面的潤滑劑可撇去,吸附在氧化鐵皮上的潤滑劑可隨氧化鐵皮一起除去。
對軋制潤滑前和軋制潤滑期間對軋線回水含油量、經撇油機處理后水中含油量作了抽樣分析,見表2。
表2 軋線回水含油量和經撇油機處理后水中含油量的比較
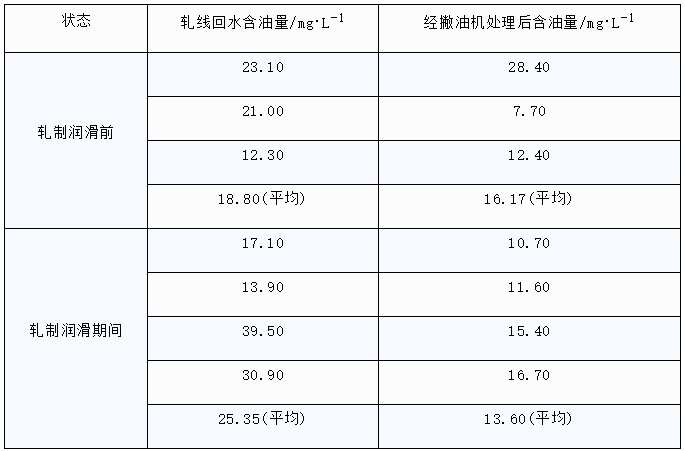
表2說明投入潤滑油后軋線回水中油含量比平時上升,但經撇油機處理后,含油量可下降到平時水平,軋制潤滑對C系統水質無明顯影響。
作者簡介:何曉明(1970~),男(漢族),福建人,工程師。
作者單位:寶山鋼鐵(集團)公司熱軋部,上海 200941
參考文獻
1 Wandrei C L. Review of Hot Rolling Lubricant Technology for Steel. Inland Steel Company.
2 Barzan D. The Use and Performance of High Speed Steel Rolling at Inland's 80 Inch Strip Mill. Inland Steel Company.
3 Petre L T. Hot Strip Mill Roll Bite Lubrication. New Zealand Steel.
4 葉茂.金屬塑性加工中摩擦潤滑原理及應用[M].沈陽:東北工學院出版社,1990.
5 中南工業大學機電學院.金屬塑性加工摩擦與潤滑[M].長沙:中南工業大學,1996
(來源:軋鋼)
