
船舶主機連桿大端軸瓦燒熔事故原因分析及處理措施
2023-07-04分析“金榮”船主機連桿大端軸瓦燒熔事故原因 ,指出固定螺栓的斷裂、十字頭銷下瓦位移是造成事故的主要原因,提出處理預防措施。
一、事故經過
2005年1月31日,主機機型為6L35MC的“金榮”船從日本門司返航煙臺港,當航行至日本某港口時,輪機值班員發現主機滑油壓力下降且波動,滑油自動沖洗濾器沖洗頻繁,誤認為是大風浪船舶搖晃所致。
經檢查,發現主機No.5/6缸處有異常振動及聲音,立即進行減速處理,聽到主機No.6缸有明顯敲擊聲及干摩擦聲。
輪船拋錨后,立即對主機No.6缸檢查發現缸下部油底殼內有大量合金粉末出現,連桿大端瓦從軸承蓋兩側碾出,確認主機No.6缸連桿大端軸瓦燒熔。
通過對No.6缸進行吊缸檢修,拆檢清潔檢查,發現連桿小端船尾側止推塊及兩只固定螺栓斷裂,與鎖片一并掉落油底殼,連桿大端軸瓦大面積熔損。
曲柄銷表面粘著合金,連桿大端軸承座內表面因軸瓦滾動出現拉傷,輪機人員分別對大端上瓦蓋、曲柄銷表面進行了打磨處理,熔損粘貼在軸頸上的白合金用螺絲刀撬敲分離。
止推塊、固定螺栓、鎖緊片連桿大端瓦換新,軸承測溫,No.6缸比其他缸高4~5℃。
起錨試車磨合運行30min ,運行中No.6 缸逐漸出現輕微沉悶敲擊聲,停車檢查,發現連桿大端瓦再次化瓦。
第2次拆檢時發現,連桿大端瓦合金層脫落,定位舌變形,軸瓦報廢;No.6曲柄銷軸有合金附著,75%以上接觸面受損,圓度誤差達1mm。
二、事故原因
分析由于止推塊固定螺栓的斷裂,造成止推塊脫落,使十字頭銷下瓦相對連桿小端在運動中產生位移,流經十字頭銷通往連桿中心孔的油道受阻,進入大端軸瓦的滑油量減少到油膜無法建立時,軸與瓦之間成為干摩擦,產生軸瓦燒熔。
至于船員自修裝機后再次軸瓦燒熔,系修理后的曲柄銷的表面粗糙度達不到標準所致。下面就事故的原因具體分析。
1、十字頭銷下瓦位移
十字頭銷下瓦安裝在連桿小頭孔徑中的高出量h ,對瓦鋼背能否緊貼于連桿小頭孔徑影響,見圖1。
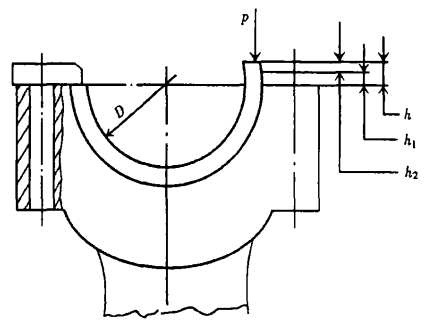
圖1 軸瓦兩端面的高出
D為連桿小頭孔徑,Р為軸瓦壓緊力, h為高出量,h為軸瓦貼緊壓入量, h為軸瓦壓縮時彈性變形量。
值得指出的是,諸如軸瓦上的凸緣、定位唇、定位釘孔等,僅是軸瓦安裝和固定的輔助裝置,在工作中不起固緊作用。
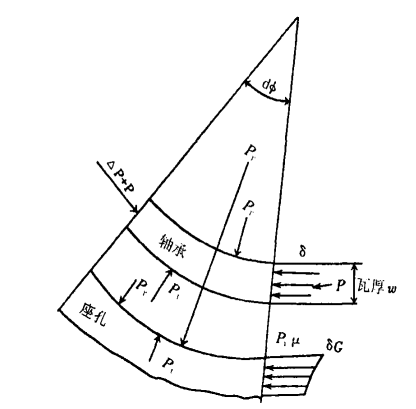
圖2 十字頭下瓦受力分析
在圖2中,d為軸瓦微小單元,P.為法向力,8為應力, u為摩擦系數,△p為壓力變化離散值。
由于微小單元呈圓弧形(彎曲),又有座孔支持,故在力Р的作用下,產生法向力P;若鋼背與孔徑表面摩擦系數為u ,則Pu為鋼背與孔徑面的摩擦自鎖力。
摩擦自鎖力Pu的大小與P成正比。
P是連桿小頭孔徑在連桿螺栓副(連桿螺釘)鎖緊緊迫上、下片軸瓦產生的。
合理的高出量h則是Р得以保證的重要因素。
當然,摩擦自鎖力P.u的大小,除取決于h外,還與軸承螺栓副(螺釘)適當的扭緊力、連桿小頭的剛度、工作載荷的大小、材質、幾何精度及工件表面粗糙度有關。
應該指出的是:
h過小,自鎖力減弱,瓦鋼背與小頭孔徑面不能緊密貼合,軸承在孔徑中出現“位移”是在所難免的。
而h過小是該機型的先天不足(實際后來的機型高出量h都有所增加),是發生故障的主要原因。
但h過大,鎖緊后的軸瓦就出現“內拱”,即軸瓦兩端位附近處與連桿大頭孔徑不能緊貼,甚而產生微小隙縫。
柴油機工作時,在脈沖載荷和旋轉力作用下,連桿小頭孔徑和軸承都將發生彎曲彈性變形。
這樣,在軸瓦鋼背與孔徑面的貼合處就產生切向力P。
為使鋼背與孔徑面間不因P而發生周向滑移,必須使瓦背與孔徑間的摩擦力大于滑移切向力,即P.u > P。
否則,將出現前述的燒瓦甚至抱軸事故。
2、固定螺栓斷裂
從現場觀察的螺栓斷面判斷,固定螺栓的材質本身存在缺陷,材料硬、脆且長度不夠,斷面齊整無扭轉變形,其中1只已斷了很長時間,斷面已出現拋光跡象,只是斷后被止動片裹住不易及時發現。
因備件內部材質存在缺陷,船員在日常維護保養過程中很難發現,但根據現場調查的結果和整個故障發生發展的過程來看,主管人員和故障發生時的當班人員,負有不可推卸的責任。
根據?輪的維護保養計劃,主管輪機員平均每月都要對主機曲拐箱內部進行檢查,但經過現場調查,止推塊固定螺栓所處的位置比較隱蔽,并且有連鎖防松鎖緊裝置,主管輪機員在例行維護檢查中,都忽略了對該螺栓的檢查,因此,在1只固定螺栓已經斷裂的情況下,沒有及時發現,直到螺栓全部斷裂,連桿小端下瓦移位,部分堵塞油路(該機型連桿大端的潤滑是從十字頭到連桿大端) ,導致了連桿大端軸瓦燒熔事故。
三、處理、預防措施
針對出現的問題,提出采取了具體的處理措施。
1)對曲軸進行了修理,用專用設備將曲軸軸徑從360 mm加工到356.13 mm后 ,進行硬度測試、裂紋探傷、軸頸磨光、測量并出具報告,同時向配套廠訂購加厚軸瓦裝機。
2)連桿送廠加工處理,軸承座上端面車掉1 mm,重新鏜孔。
No.6缸十字頭、十字頭導板
