
輥壓機(jī)減速機(jī)高速軸漏油的正確處理方法
2023-07-05謝亞欽
輥壓機(jī)是20世紀(jì)80年代中期在國際上發(fā)展起來的高效粉磨設(shè)備。以其為主組成的擠壓粉磨新工藝在增產(chǎn)節(jié)能方面有著顯著的效果,受到國際水泥界的普遍重視,成為發(fā)展粉磨工藝的一項(xiàng)新技術(shù)。目前,輥壓機(jī)已成為水泥粉磨系統(tǒng)的主要設(shè)備,由于輥壓機(jī)結(jié)構(gòu)較為復(fù)雜、載荷大、系統(tǒng)部件多、工作環(huán)境惡劣、零部件老化等因素,使用過程中難免出現(xiàn)故障。常見的有:輥面磨損、軸承溫度過高、液壓缸漏油嚴(yán)重、減速機(jī)高速軸漏油等。本文主要討論HFCG150-100輥壓機(jī)高速軸漏油問題及其處理方法。
1 高速軸漏油的幾種情況及處理方法
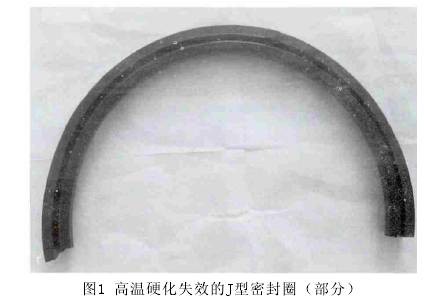
HFCG150-100輥壓機(jī)減速機(jī)高速軸密封由一個骨架油封TC 160×190×16和一個無骨架J型油封160×190×16組成。TC型骨架油封主要起密封液壓油的作用,J型油封主要起防塵的作用,兩者組合在一起使用J型密封圈可以屏蔽外界的粉塵等污染物,給TC型骨架油封創(chuàng)造了一個良好的環(huán)境,延長了油封的使用壽命。盡管如此,經(jīng)過長時間的使用,油封會逐漸老化,唇口失去彈性、開裂,從而導(dǎo)致密封失效,引起油漏事故。如果漏油量比較大,需要及時停機(jī)維修處理,以免導(dǎo)致潤滑油浪費(fèi)及污染環(huán)境,嚴(yán)重將可能導(dǎo)致其它零部件的故障。叉河水泥一線水泥粉磨站輥壓機(jī)減速機(jī)高速軸在年初大修時更換了密封,可是運(yùn)行不到1個月就出現(xiàn)了嚴(yán)重的漏油,更換新的密封發(fā)現(xiàn)J型密封圈已經(jīng)硬化、開裂,密封的材料不適合在高溫下長期工作。圖1為高溫硬化失效的J型密封圈(部分)。油封使用時間長了以后橡膠老化失去彈性,油封唇口與軸的徑向接觸壓力下降,具有一定壓力的潤滑油通過性會加大,從而引起液壓油的泄漏。
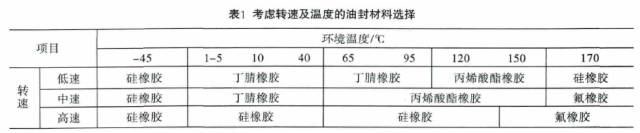
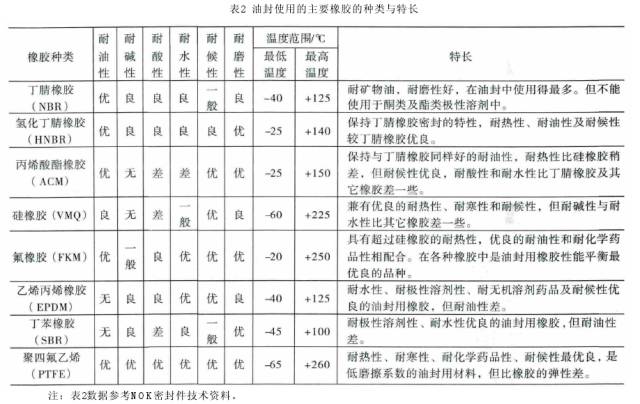
1.1 油封損壞引起的漏油此類故障的處理一般是直接更換新的油封。在安裝油封的時候,首先要檢查油封是否存在制造缺陷,或者在儲存、運(yùn)輸過程中導(dǎo)致的損壞。重點(diǎn)檢查唇口及骨架變形、劃傷,檢查油封中的自緊彈簧是否完好。其次,要掌握安裝油封的基本方法,不可野蠻作業(yè),以免損壞唇口或骨架。油封安裝前要將唇口和孔槽清洗干凈,并在唇口抹適量的潤滑油,使接觸面形成一定的油膜。在選擇油封時應(yīng)綜合考慮其工作條件及經(jīng)濟(jì)性,以便選擇合適的材料。對于輥壓機(jī)高速軸而言,由于其轉(zhuǎn)速達(dá)到1 440 r/min,在油封唇口與軸的表面摩擦產(chǎn)生大量的熱量,接觸面會產(chǎn)生很高的溫度(超過120 ℃)。實(shí)測密封端蓋的表面溫度達(dá)到65 ℃左右,內(nèi)部溫度則更高,所以一般的油封不滿足這樣的工作條件,必須選擇性能優(yōu)良的油封材料。考慮轉(zhuǎn)速及溫度的油封材料選擇如表1所示。從表1中可以看出,高速軸密封件一般選用硅橡膠和氟橡膠,由于硅橡膠不耐油,機(jī)械強(qiáng)度低,價格昂貴,很少在密封件中使用。氟橡膠綜合性能優(yōu)越,耐溫高可達(dá)300 ℃ ,耐酸堿、耐油性是耐油橡膠中好的,可在200~250 ℃下長期工作,因此高速軸密封件選用氟橡膠較為合適。油封使用的主要橡膠的種類與特長見表2。
我廠一線水泥粉磨站輥壓機(jī)在2014年8月進(jìn)行了高速軸漏油的處理,選擇氟橡膠密封件作為高速軸密封,漏油程度明顯減小,運(yùn)行了3個月還沒有出現(xiàn)嚴(yán)重的漏油現(xiàn)象。但漏油現(xiàn)象并沒有完全消除,這主要是密封軸套磨損形成溝槽所致。
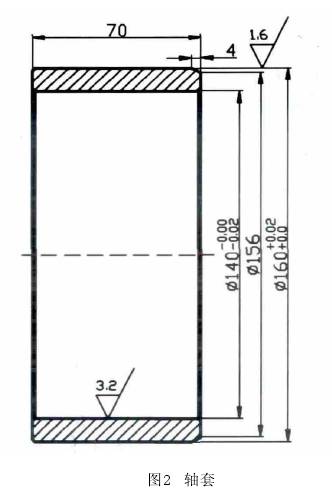
1.2 高速軸密封軸套磨損引起的泄漏HFCG150-100輥壓機(jī)高速軸密封軸頸嵌套有一軸套,當(dāng)軸套磨損后可以更換。這樣設(shè)計(jì)的好處是維修方便,而且維修成本低。當(dāng)軸套磨損形成溝槽后,密封件對軸的徑向壓力減小,液壓油泄漏量變大,這時即便更換密封也起不到多大的效果,應(yīng)該更換密封軸套。如果不更換軸套,應(yīng)對其表面進(jìn)行修復(fù),一般采用刷鍍的方法現(xiàn)場修復(fù)。軸套材料建議優(yōu)先45#鋼或ZG310,45#鋼需調(diào)質(zhì)處理,硬度達(dá)到HB230-HB250,使其表面達(dá)到一定的硬度提高其耐磨性。在沒有45#鋼的情況下也可選擇Q235,或者取一段無縫鋼管加工成需要的尺寸。在加工時需要注意防止工件變形,同時需要考慮工件受熱的膨脹量對鋼套與軸配合公差的影響。查《機(jī)械設(shè)計(jì)手冊》得碳鋼在20~100 ℃的線膨脹系數(shù)為:α=(10.6~12.2)×10-6,在(20~200)℃的線膨脹系數(shù)為:α=(11.3~13)×10-6。假設(shè)這里取α=11.3×10-6,溫度差為80 ℃,則根據(jù)公式D=D(1+αΔT )得出:D=140(1+11.3×10-6×80)=140.126 mm。這只是理論計(jì)算,實(shí)際受材料成分、受熱情況、微觀結(jié)構(gòu)等因數(shù)影響,膨脹量可能沒有那么多,建議取內(nèi)孔公差為-0.01 mm~-0.03 mm,因?yàn)檩S受熱同時也會膨脹。軸套的制作要求見圖2。
1.3 其它情況導(dǎo)致的漏油輥壓機(jī)高速軸漏油除油封損壞及軸套磨損形成溝槽所致以外,軸承磨損導(dǎo)致偏心量大或者輥壓機(jī)異常振動也有可能導(dǎo)致漏油。輥壓機(jī)周圍工作環(huán)境惡劣,粉塵量很大,如果潤滑油受到污染或者粉塵進(jìn)入油封結(jié)合面,則會大大縮短油封的使用壽命。
2 輥壓機(jī)高速軸密封的改進(jìn)
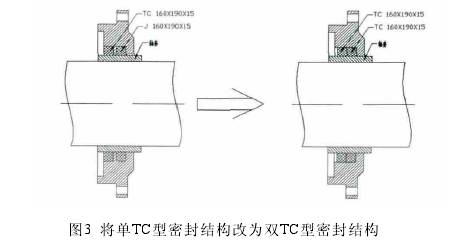
從減少設(shè)備的故障率考慮,保證高速軸密封長期工作不漏油,建議將輥壓機(jī)高速軸密封改為雙TC型密封(見圖3),將原來的J型密封件換成TC型密封件。由于原來安裝兩個油封的槽內(nèi)徑尺寸相同,中間只是多了一個凸臺將兩個油封分開,我們只需要將凸臺用車床車掉即可。
3 結(jié)束語
在處理輥壓機(jī)漏油時首先要分析產(chǎn)生漏油的原因,再結(jié)合具體情況分析選擇處理的方法。如果是單純的油封失效則更換新的油封,如果是軸套磨損則更換軸套或者刷鍍修復(fù),其次選擇油封時應(yīng)選擇氟橡膠密封件。加工好的軸套與軸配合應(yīng)有合適的過盈量,不可留有間隙,以免潤滑油從縫隙流出起不到密封作用。裝配好后首先進(jìn)行試機(jī),確定沒有問題后再投入生產(chǎn)。
來源:《新世紀(jì)水泥導(dǎo)報》
