
德國索菲納在全國軸承專用裝備開發與應用技術研討會上的演講
2023-05-15(來源:德國索菲納超精研磨)
為總結“十三五”軸承工藝裝備的創新成果和經驗,貫徹落實《全國軸承行業“十四五”發展規劃》,推動軸承智能制造發展,促進軸承行業轉型升級,2023年5月10日在河南洛陽召開了“全國軸承專用裝備開發與應用技術研討會“。
此次會議討論了軸承專用裝備及檢驗檢測裝備、儀器的發展趨勢;研討軸承行業新材料、新工藝;介紹新型綠色、低碳、智慧工廠建設的做法和經驗;優秀軸承專用裝備研發制造企業介紹軸承智能制造設備配置整體解決方案;推介軸承制造技術、設備、工藝、材料創新成果。
作為超精研磨領域的領先制造商,應主辦方的邀請,德國索菲納的張學洋經理在大會上進行了演講,詳細介紹了德國索菲納的超精研磨工藝和加工設備。

發言稿如下:
德國索菲納公司有一百多年歷史,在超精研磨領域深耕七十多年,積累了豐富的加工經驗,業績遍布全球。至今服務了將近2000家客戶,供應了四千多臺設備,遍布全球五十多個國家。
近十年來我們向國內軸承行業供應了超過200臺超精機,在此也向所有支持我們的客戶表示衷心的感謝。我們的客戶遍布各行各業,其中以汽車和軸承行業為主。軸承設備主要用在卡車乘用車飛機高鐵風電等領域。多年來,德國索菲納已經成長為全球超精設備和工藝領域的領先企業。得到了軸承行業的廣泛認可,很榮幸我們可以利用這次機會分享一下我們在超精研磨相關的經驗,供大家參考。
我們主要通過三個層面來介紹:什么是超精加工?為什么要超精加工?如何保證高質量的超精加工?
首先什么是超精?超精區別于其他工藝的主要特點大約有三方面:從工序順位來看主要是在硬車或磨削之后的Z終表面處理工序,從切削方面看屬于微振蕩產生的微量切削,從接觸工件的材料上看超精主要用的是油石和砂帶。
超精研磨主要有以下幾個目的:
1. 降低工件表面粗糙度,提高軸承壽命。
2. 去除硬車磨削產生的缺陷層和紋路痕跡。
3.去除硬車磨削產生的拉應力組織,建立穩定的壓應力組織,從而降低磨損,提高表面的機械性能,提高軸承壽命。
4.進一步優化微觀形狀,如圓度波紋度等等,主要目的是降低軸承噪音和振動。
5. 提高工件表面的承重比,提高工件間的接觸面積,Z小化磨損。
6. 形成交叉網紋絲路,以更好地儲油,增強潤滑能力。
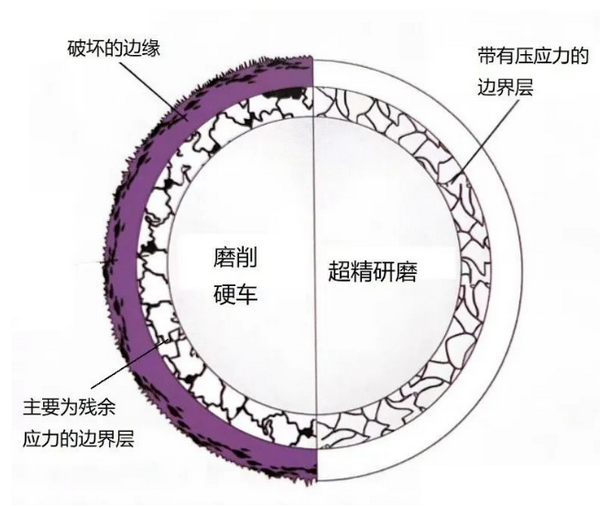
首先超精加工可以改變工件表面的組織結構,去掉磨削和硬車留下的一層缺陷結構,之后去除以拉應力為主的邊界層。與此同時通過超精的冷加工形成以壓應力為主的邊界層,讓工件表面形成一個比較穩定的微觀結構。
表面粗糙度的優化,一般以評估Ra和Rz值為主,有些軸承也需要評估一些其他的表面粗糙度參數,這個我們后面還會再提到。
再有就是提高工件的表面承重比,因為Ra和Rz值沒辦法完全描述所有的表面細節,就像我們看到的,同樣是Ra 0.2,它的表面微觀結構也可能不同,而這個結構的形狀直接決定軸承的負載能力,比如這種單個波峰狀的結構就會導致高的磨損和過早的軸承失效。而這種帶波谷的平直紋路就是超精之后特有的,這種結構一方面可以減小磨損,另一方面可以提供很出色的摩擦特性。
這里可以進一步看到不同工藝帶來的不同形狀,硬車之后一般工件之間的點接觸。磨削之后,主要是線接觸。而超精之后就是這種面接觸,接觸面積Z大,然后承重比也Z高,是造成磨損Z小的結構形式。
再有就是形成交叉網紋,這也是超精獨有的特點。因為超精后的這個紋路是交叉的而不是平行的,油不容易被甩出去,所以能達到更好的儲油效果。然后軸承的工況不同,這個交叉網紋的形式需求也不同,進而所需要的超精工藝的參數也是不同的。
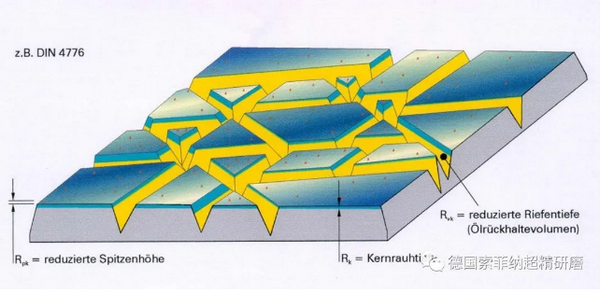
這些交叉網紋都是有一定的波谷深度,為了全面評價這個深度,就引入了Rk、Rvk、Rpk這些粗糙度參數。這些參數值也?以通過特定的超精的工藝參數來達到,來滿足不同用戶不同軸承的不同需求。
有一個很重要的點就是超精可以在來料的整體形狀不錯的情況下,大幅優化表面的圓度和波紋度。這里圓度是一個宏觀上的整體評估,它主要是看一個整體誤差值。而在宏觀的圓度和微觀的粗糙度之外,介于二者之間的帶通濾波下的波紋度也是個影響軸承噪聲和震動的非常重要的因素,波紋度的測量和評估主要是通過傅里葉變換的頻譜分析來進行的,它的好壞主要受機床和刀具的震動影響。
此外,在形狀方面,超精也可以適當修復來自硬車和磨削的工件的輪廓誤差。
諸如以上這些因素決定了超精工藝在軸承制造工藝鏈中的重要性。如何去保證一個高質量的超精?這里我們想從各部門的工作制度和方法方面談一談我們的經驗,從?個項目進行的角度來談談每個時間節點上我們認為比較重要的因素。
首先和客戶共同成長是索菲納幾十年來發展的基石。
索菲納作為世界超精加工Z早的持續探路和引路者,開辟了大量的超精加工原創技術,而這些技術趨于成熟,是和與全球頂尖軸承廠家幾十年的合作密不可分的。而在進入中國市場后,索菲納也始終致力于幫助國內軸承自主品牌提升加工能力,提高產品質量,不斷攻克了一個又一個卡脖子的難題。在不斷攻克難題的過程中,堅持不斷地和不同優秀用戶的積極交流學習和探索,積累海量經驗,是保證索菲納超精設備和工藝質量始終行業領先的Z重要原因。可以說沒有這些優秀的用戶,就沒有索菲納的今天。
第二是有優質的研發設計。不論是對已有方案的拓展還是對新方案的開發,我們Z注重的一點是,始終以用戶需求為導向,以為用戶創造Z高價值為Z終目標。一切偏離這個航向的研發都是無意義的。
在此基礎上,隨時把研發和設計上被驗證的新經驗和新靈感沉淀為普適的操作流程步驟,然后找到便于操作的軟硬件工具。比如很多用戶提到過對索菲納設備的一大印象就是內部結構簡潔干凈,不笨重不冗繁。這其實是幾十年來通過幾代索菲納設計工程師積累下來的設計經驗,所沉淀出的一套在設計部門普遍適用的設計理念流程和方法,帶來的結果。通過這種方式,可以盡可能多的把個人優質的經驗能力,轉化為組織的,從而提高組織的效能,并且在培養新人才時,能讓他們從起步就能有多年凝結的優質資源理念和習慣,讓公司未來能一直穩定向客戶輸出Z精華可靠的機床設計。以下關于其他部門需要經驗流程化和工具化的話題就不展開了,總之不論是軸承設備制造商還是Z終用戶,在這方面全員的執行力是保證超精質量穩步提高的Z重要因素之一,這也是我們全球頂尖客戶多年來的成功經驗。
第三是供應鏈。索菲納和大部分供應商都有超過20年的穩定合作,常年的經驗讓我們能深刻理解不同供應商之間的差異,以及這些差異進而對項目對設備的影響。比如我們很多客戶和我們提到過很多超精機廠家對工藝參數很敏感,在有產品新要求而需要變動時,經常出現調整工藝參數后產品一致性大幅下降的情況,而索菲納的設備在這方面表現是相對比較好的。這在我們分析來有可能是某些部件的選型問題,當然同時很有可能還有設計原因,導致的設備剛性穩定性不足。另一方面要保持和供應商的交流學習,確保始終做出對設備和項目Z經濟合理高效的采購選擇。
第四是外購件檢測。我們設有外購件的質量核驗部門,需要隨時保持和采購部門的信息互通,以便隨時更新對供應商的評估。
第五是設備裝配,涉及機械和電氣裝配。和研發部門保持交流是必要的,一方面向設計人員反饋設計落地的情況和提出建議,另一方面自身也可以更好地理解設計邏輯。
第六是對機床進行精度測量。首先要選擇合理的測量儀器和方法,保證測量精度值的精度,另外要明確裝配對各項精度的影響,以及各項精度對超精設備和加工的影響。
第七是設備調試,應用工程師Z好具備機電和編程的知識能力,加深理解機械電氣程序方面對超精工藝的影響。此外要保持和Z終用戶的密切溝通和交流,收集分析用戶工廠端應用情況的信息,來積累一線應用經驗。
測量室同樣很重要,超精后軸承的測量作為成品測量尤為重要。測量方法和程序并非一成不變,有些軸承重要參數的測量可能需要用戶和儀器廠家共同開發適用于自身產品的新的測量程序,在這方面我們作為超精機測量室也應該及時學習以及跟進安裝新程序和新方法。
服務工程師團隊質量是很多用戶關心的,我們中德工程師之間會有定期的線上線下技術經驗交流,這對大家積累不同國家不同工況下的實踐經驗大有裨益。
Z后,也是Z重要的一點,索菲納隸屬于格里斯哈伯集團旗下,這是索菲納以前,現在以及更重要的是未來實施任何戰略,以及保證品牌、設備、工藝始終精益求精發展的強力資本保障。
除了以上這些,影響超精加工質量的因素還有很多,比如前道工序來料質量、切削液、油石砂帶、過濾、用戶工廠情況、用戶的測量評估方式等等。歡迎大家隨時聯系我們一起交流探討。
下面簡單介紹幾個案例:
首先是一款明星機型,RollerFlex778/1,它是專為直徑Z大到250mm的各類滾子研發的一款機型,可以超精外徑和兩端面。目前已經面世7年,主要服務于全球各大頭部風電滾子廠,至今沒有競品。
接下來呢是兩個不太常見的案例,一個是陶瓷滾子,這是我們近些年涉足的材料,屬于用已有方案加工新材料,從首測就很成功。是一臺兩工位的無心支撐的設備。這是一些檢測結果,圓度0.4微米以下,粗糙度0.04以下。
另一個是關節軸承的外球面,是在軟車,熱處理,切入磨之后使用杯形砂輪對球面進行超精,也是我們很成熟的一個機型。
德國索菲納在軸承領域的涉獵非常廣泛。除了不加工鋼球,其他從微型軸承到特大型軸承,不論套圈還是滾動體,都有無死角的設備方案,且全范圍的設備和工藝都是行業領先的,根據?年使用索菲納設備的鋼球用戶反饋,從設備剛性、穩定性、故障率、超大批量如十萬百萬件產品不良率和加工一致性等等重要指標方面都可以說是全球Z好的超精設備。我們非常歡迎所有有卡脖子問題的和想做好軸承的朋友們來聯系我們一起交流探討。
Z后的Z后我們粗略說一下索菲納的一些新技術,首先是設備的全自動化換型技術已經通過驗證,這里包括:
1. 全自動化切換程序和更換工裝。
2. 直徑Z大到六米的套圈超精方案也已經推出。
3. 我們對于全面優化節拍時間,也有了進一步成果。
4. 索菲納首創的,對生成對數曲線的貫穿式超精機方案的技術擴展,現在Z大可以加工到70mm直徑的滾子。歡迎有相關需求的用戶來交流。
感謝大家,隨時歡迎大家批評指正,謝謝!
