
350制粒機支承軸斷軸故障與解決
2022-12-28鄧惠文 陸國敢 杜仲明
我公司一臺350制粒機(環模直徑為350 mm,孔徑2.5 mm)專用于生產顆粒乳豬料。
2004年新機使用后,環模內固定壓輥的支承軸 頻繁出現斷軸故障,平均20 d換軸一次,Z短2 d一次,每次1~2根。設備生產廠家人員分析故障原因后認為:頻繁發生斷軸是由于顆粒料含乳清粉成分偏大所引起。
斷軸問題不僅影響顆料飼料正常生產,還增大制粒生產成本。為解決頻繁斷軸故障,2年多來,廠家先后采用增大支承軸軸徑(從φ=18 mm增大至22 mm),更換壓輥軸套等多種改進措施,使斷軸頻率稍有降低,但故障一直沒有得到根本解決。
為找到消除斷軸辦法,2007年我們對故障原因進行分析,依據分析結果,加工2支有彈性的支承軸并安裝上機試用,結果表明:在制粒工藝參數相同情況下,彈性支承軸壽命超過210 d(至2008年6月21止),尚未發生斷軸現象,很好地解決了斷軸問題,且產量不下降。
同時我們了解到同行的制粒機也存在類似的問題。為給同型號制粒機用戶提供一個參考,現將解決支承軸斷裂方法介紹如下。
1 支承軸的作用與環模、壓輥的結構關系(見圖1a、圖1b)
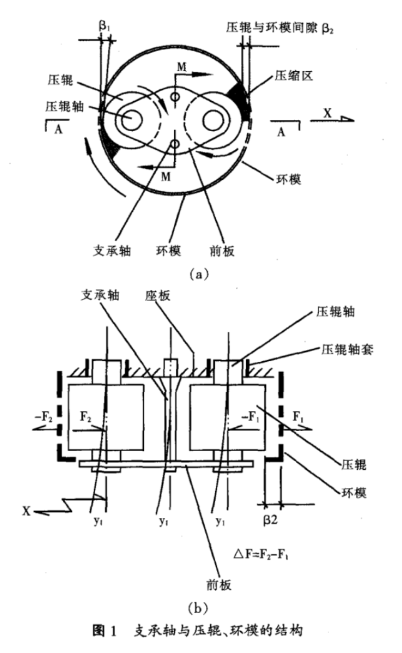
從圖1a、圖1b 可見,制粒裝置的環模內有2個壓輥(含壓輥軸),2根支承軸和一塊前板;支承軸的一端分別以螺紋緊固在座板上,另一端分別穿接前板中間2個孔位對前板起支撐作用,前板對2個壓輥的懸臂端起固定作用(壓輥懸臂軸端有擺動的角度y1,所以需由前板固定)。2個壓輥與環模有裝配間隙β1、β2。當環模轉動時,兩個壓輥隨環模轉動,當粉料被喂入環模和壓輥形成的擠壓區即被逐步擠壓,并從環模孔擠出形成顆粒料。
2 斷軸原因分析
我們分析,擠壓粉料過程壓輥是有振動的,而振動結果引起支承軸斷裂。造成壓輥振動的原因是2個壓輥受到往復變化擠壓力而引起的。從圖1a中可見,當粉料被壓輥擠壓出環模過程中,粉料對壓輥同樣產生很大的擠壓力;由于喂入到兩個壓輥間隙粉料量瞬間不能相等,因此間隙β1、β2所形成的擠壓力(X軸向)分別對2個壓輥產生方向相反、大小不等的推力F2和-F1,由于F2-F1≠0,所以動態推力差ΔF=F2-F1隨之產生;若ΔF足夠大且在往復變化的條件下,2個壓輥(與前板)便發生X軸方向振動。
壓輥振動還與環模轉速有關,環模每轉動一定角度都可能使ΔF方向和大小發生變化,如按環模轉速=360 r/min分析,壓輥振動頻率應遠大于6 Hz。
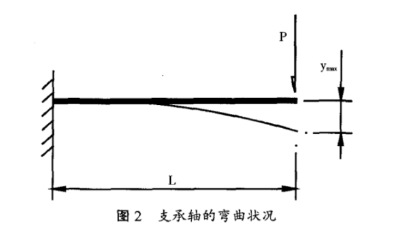
由于壓輥和前板(見圖1a)產生X軸方向振動,而起支撐前板作用的支承軸體強度不足以抑制振動的發生,所以其懸臂端也隨前板一起振動;振動使軸體產生反復彎折作用,而軸體揉性又不夠,一段時間后,材料產生應力疲勞,繼而引起斷軸,這是支承軸斷裂的主要原因(見圖2)。
除X方向的振動外,如果考慮到擠壓粉料時環模會有微小的彈性變形和徑向跳動,前板(因壓輥擠壓粉料而產生的扭轉矩M),壓輥軸與襯套間隙磨損增大等因素影響,壓輥與前板振幅會更大,支承軸受力狀況更為復雜,更容易發生斷軸情況。
3 解決斷軸方法
斷軸的發生證明支承軸是處于振動受力狀態的,而解決斷軸簡易方法是改變支承軸的結構以適應振動的要求。據此分析我們重新設計支承軸并滿足以下要求:
① 支承軸的尺寸符合原軸裝配要求;
② 支承軸固定后能承受前板產生的扭轉矩M;
③ 支承軸的截面積S≥原軸S1,保證支承軸的強度要求;
④ 考慮支承軸自振頻率遠大于6 Hz;
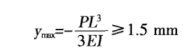
⑤ 保證軸端的Z大振幅處于材料的彈性極限范圍內。在環模的約束下,支承軸懸臂端振動的幅度β是有限的(β≤1.5 mm),設計支承軸端點撓度ymax≥βmax。按軸懸臂梁撓度公式(參見《機械工程設計手冊》)計算:
式中:P——軸端載荷(N);
L——桿長(mm);
E——材料彈性模數(MPa);
I——截面軸慣性矩(mm4)。
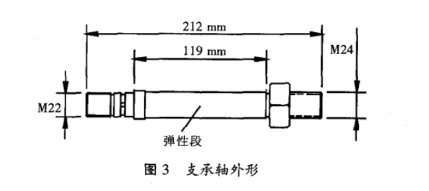
按上要求,我公司所加工的彈性支承軸在使用中達到了預期效果并驗證上述分析和計算是正確?。圖3所示是外形圖,圖3中彈性段具體結構是以多薄片組合而成。
通過改變支承軸結構解決斷軸難題,我們的體會是,有上述類似現象的350制粒機用戶,如將原有支承軸改為彈性軸后,軸體壽命可延長5倍以上,甚至可消除斷軸現象;這對降低制粒成本和穩定生產均有明顯效果。
來源:《飼料工業》
