
延長棒線卡盤軋機軋輥軸承使用壽命的措施
2022-12-07魏新江 謝國誼 朝文鋒
(新疆八一鋼鐵股份有限公司)
摘 要:介紹了八鋼棒線小型機組軋機的軋輥軸承在選型、裝配、使用中為延長使用壽命采取的技術措施,不僅大大降低燒軸承次數而且降低軸承消耗。
關鍵詞:軋輥軸承;壽命;裝配
1 問題的提出
八鋼棒線小型生產線共有18架平立交替軋機,其中1#~6#為粗軋軋機,7#~12#為中軋軋機,13#~18#為精軋軋機,在線18架軋機是由達涅利制造,備用軋機是由國內制造。在生產過程中,由于維護組裝不到位等原因造成每月平均燒損1~2套軸承現象,嚴重時還會造成卡盤的損壞,影響生產順行,而且事故處理費時費力。為減少軋輥軸承的事故性損壞,通過不斷摸索實踐,有針對性地進行了一些改進,效果顯著。
2 棒線卡盤軋機軋輥軸承技術參數簡述
軋輥軸承的選型主要是根據軋機參數核算額定動載荷和額定靜載荷,選擇配置方式、軸承型號和徑向油隙。棒線小型生產線剛投產時1#~18#軋機主軸承選用SKF軸承,目前1#~6#粗軋軋機及7#~12#中軋軋機采用國產軸承,13#~18#精軋軋機仍采用SKF軸承,止推軸承仍然采用SKF軸承,軋輥軸承配置方式見表1。

根據1#~18#機架的主要軋制參數(見表2),軋機主軸承采用四列短圓柱滾動軸承,在卡盤非活動端止推軸承,采用雙向止推圓柱滾動軸承,可以承受較大軋制力。

3 改進措施
3.1軋輥軸承徑向游隙的調整
根據軸承承載負荷、轉速、潤滑、溫升和表面粗糙度、軸承內徑配合過盈量等條件選取徑向游隙,軸承游隙選擇正確與否,對軸承壽命、摩擦阻力、溫升、振動等都有很大影響,改進前游隙組別采用C2組公差范圍見表3,通過現場跟蹤測量發現軸承游隙選擇過小,現在將游隙組別改為C4組,公差范圍見表3,現場使用效果較好。

3.2軋輥軸承密封
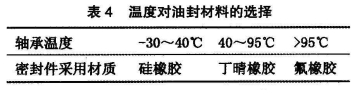
軸承密封的好可以有效延長軋機軸承的使用壽命,減少軸承意外損壞。軸承外部選用迷宮密封,材料采用40CrNiMoA表面滲氮;軸上用雙骨架橡膠密封,膠質硬度為HSD70~75,彈簧材料為lCr18Ni9Ti。密封材料的選擇要考慮軸承溫度的影響,軸承溫度-30~40℃屬低溫段,軸承溫度40~95℃屬中溫段,軸承溫度大于95℃屬高溫段。改進前粗中軋機軸承密封材料采用硅橡膠;精軋機軸承密封材料采用晴橡膠。現場對軸承溫度測量顯示,粗中軋機軸承Z高達55℃,已跨入中溫段,因此將粗中軋機軸承密封材料改為丁晴橡膠。使用后下線檢查密封材料沒有出現硬化現象。溫度變化對油封材料選擇見表4。
采用這種形式的密封可使軋輥的拆卸十分方便,向軸承內加潤滑脂時,舊脂可以由密封環唇口處溢出,而外界的水、氧化鐵皮和其他雜質卻被唇口阻止。同時軋輥轉速較高時,由于離心力的作用會減輕對基面的工作壓力,減少密封環的磨損。
3.3軋輥軸承潤滑
改進前對棒線廠小型機組軋機軋輥軸承下線檢查,發現部分軸承油脂乳化現象嚴重,軸承彈子有銹蝕現象。分析認為,使用的潤滑脂,其點滴較低,針密度較小,溫度過高時,易變質。改為福斯專用軋機潤滑脂,其點滴、針密度較好,且不易變質,同時抗腐蝕銹蝕能力強。軸承下線檢查再未發現以上情況。潤滑脂牌號和性能見表5。

3.4軸承裝配過程注意事項
3.4.1軸承清潔
更換軋輥后對軋機卡盤軸承需用柴油進行清洗,清洗后檢查軸承是否有彈子脫落、點蝕及異常磨損現象。根據卡盤在線使用周期制定清洗規定。如表6所示。

3.4.2軸承裝配
(1)檢查軋輥裝內圈及動迷宮位置加工尺寸是否在公差范圍,防止內圈及動迷宮自轉。
(2)檢查軸承座內孔是否存在變形?內孔尺寸是否在公差范圍,防止軸承外圈在軸承座內轉動。
(3)溫度控制。裝配軸承內圈、迷宮環時使用匹配加熱器,內圈加熱溫度≤100℃,迷宮加熱溫度≤120℃,嚴禁用割刀加熱內圈及迷宮環。
(4)裝配方法。迷宮環與輥徑的配合為過盈配合,裝配時不可用撞擊等方式硬性裝配,迷宮環兩端面必須平行,并與軸身臺肩和軸承內圈緊密貼合不能有間隙。裝配軋輥時要重點檢查動靜迷宮及骨架油封的磨損情況,確認是否有良好的密封效果。
3.5軸承生產使用過程中的維護
生產期間軋輥軸承還受許多實際工況的影響,例如軋制低溫鋼或黑頭鋼時對軋機軸承損傷較大;立式機架下軸承存在著氧化鐵和水的滲漏現象;部分軋機潤滑冷卻效果不好,造成軋機軸承溫升較快等現實情況。因此在使用中還應重點關注以下事項:
(1)軋機運轉過程中要定期觀察軸承狀況,并用測溫槍測量各架次軸承工作溫度,并記錄下來。冷卻水正常使用時,粗軋軸承溫度不允許高于45℃,中軋軸承溫度不允許高于55℃,精軋軸承溫度不允許高于65℃。
(2)卡盤軸承集中潤滑改為手動補油,1~12架粗中軋機卡盤每周手動補油2次。重點關注立式卡盤下軸承補油情況,必須將乳化的臟油擠出。
(3)定期查看CP2軋機負荷記錄數據,查看超負荷架次,并對超負荷架次軋機軸承重點跟蹤。
(4)每天白班檢查軋機平衡管線接頭有無松動破損,并且觀察鋼咬入軋機的震動情況,確認平衡工作是否正常,若平衡漏油先加橡膠墊起到臨時平衡作用,嚴禁無平衡軋鋼對軋機軸承的沖擊。
(5)軋機萬向軸甩動大對軋機軸承損壞較大,巡檢時發現萬向軸甩動較大及時告訴機械維護進行調整,保證軋機轉動平穩。
(6)卡盤固定在底座上要牢靠不能有間隙,否則鋼咬入軋機沖擊較大對卡盤軸承也有損壞。
4 結束語
改進措施實施后,八鋼棒材廠小型機2010年3月到2011年5月連續14個月未發生燒軸承事故。軸承燒損事故得到有效控制;備件消耗大大降低;同時生產作業率得到進一步提高。還將采取措施增加軸承上線使用周期,從而降低軸承的年消耗量。
(來源:新疆鋼鐵)
