
單排交叉滾柱式回轉支承保養維護與故障診斷分析
2022-11-21羅太景
(徐州工業職業技術學院,江蘇徐州 221140)
摘 要:對回轉支承的運輸、倉儲、安裝、日常維護和保養等方面進行專業分析,著重對使用中的單排交叉滾柱式回轉支承出現的故障進行診斷分析并給出對策,提請相關專業技術人員注意。
關鍵詞:交叉滾柱式;回轉支承;維護保養;故障診斷
0 引言
回轉支承是兩物體之間做相對回轉運動,同時又承受軸向力、徑向力、傾覆力矩的機械設備所必須的重要傳動關鍵件。回轉支承常用的結構形式有4種:單排球式、單排交叉滾柱式、雙排球式、三排柱式。本文對回轉支承的運輸、倉儲、安裝、日常維護和保養等方面進行專業分析,著重對設備中使用的單排交叉滾柱式回轉支承出現的故障進行診斷分析并給出對策。
1 回轉支承在運輸、倉儲、安裝
回轉支承的運輸應水平固定在木板上,小心輕放,避免碰撞特別是徑向碰撞。長期倉儲時,外表面應涂防銹油并用塑料薄膜或油紙包裹,放在干燥密封的室內。安裝前,應清洗接觸面和齒輪上的保護涂層。清洗中應避免清洗劑進入滾道內部。裝配間隙在出廠時已調整好,通常情況下不宜拆開;如間隙不符合要求,可拆開調整。檢查安裝接觸面平直度的方法用塞尺,可直接檢查配合面的不平度,也可用專業儀器檢查。安裝接觸面需要用機械加工的方法消除平面誤差,必須在整個結構件全部焊接后再進行。加工好的結構件剛性也要檢查,要求在Z大額定載荷下,安裝面偏差不允許超過Z大偏差值。安裝回轉支承時,應先固定壓圈轉動齒圈,找出節圓直徑上橢圓長軸Z大點,用漆涂在Z大直徑的齒上,外齒圈為正向,內齒圈為負向。安裝小齒輪時,應調整至大齒圈上涂漆的齒與小齒輪的齒的嚙合,嚙合間隙滿足裝配間隙技術要求,然后擰緊固定螺栓,固定后應重新檢查整個圓周上的嚙合間隙。為防止螺栓的螺距誤差,選用滾壓螺栓,螺栓的材料選用中碳鋼或中碳合金鋼。螺栓、螺母的強度有相關標準控制,選擇螺栓、螺母時,應使螺母材料的硬度比螺栓的材料的硬度低一級,這樣可以避免螺栓、螺母緊固咬死和減小磨損。緊固螺栓時應根據孔徑選擇擰緊力矩,緊固螺栓應使用扭矩扳手在180°方向對稱擰緊并達到預緊力。安裝時不允許用彈簧墊圈,為減少螺栓頭與支承接觸面的壓力,選用經調質處理后的圓平墊圈。
2 回轉支承使用、維護、保養
使用前,轉動支承并加足潤滑脂,加到新油脂略向外擠出為止。齒圈上也需涂上合適的齒輪用油脂。滾柱支承工作運轉50h再潤滑一次,球支承工作運轉100h再潤滑一次,在熱帶地區及高溫、高濕度、高灰塵環境中,溫差大且連續運轉,應改為一周潤滑一次。齒輪還應定期涂齒輪用油脂。試驗運轉要求:先在整個工作范圍內空載運轉2h,測量傳動電機的電流,不得超過額定值;大、小齒輪輪齒的接觸面不得小于70%,否則回轉支承重新調整安裝。由于小齒輪處于懸臂位置,工作初期要調整至齒輪下端接觸良好。
回轉支承Z大允許磨損量的測量:測量時先將回轉支承上下座圈圓周8等分,做出標記,然后施加適當的傾翻力矩,在第1基準點測量總的軸向間隙記入表內,再將動臂轉至第2個位置,再將在第2基準點測量總的軸向間隙記入表內。依次將8個位置的測量值記入表內。第1次測量應在新機使用前進行,以后每年測量一次,測量方法同第1次。如發現磨損值顯著增加,應適當縮短測量間隔期限。如回轉支承磨損的間隙量超過了回轉支承磨損間隙允許的Z大值,應進行修復或更換回轉支承。一般情況下,回轉支承工作運轉100h后,應重新擰緊固定螺栓至規定的擰緊力矩。以后每運轉600h重新擰緊一次。回轉支承運轉工作時如有噪音、沖擊、驅動功率突然增大的異常現象,應立即停機檢查。
3 單排交叉滾柱式回轉支承常見的故障分析(見圖1)。
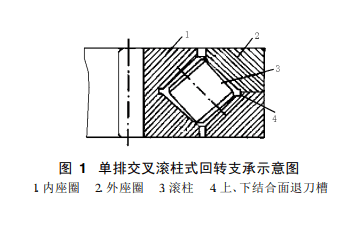
(1)單排交叉滾柱式回轉支承轉動時有“嚓-嚓”的響聲原因分析:這主要是滾柱的長度超長,使滾柱的端面與回轉支承上下座圈中的滾道產生摩擦而發出的“嚓-嚓”的響聲。正常情況下,回轉支承滾柱不會摩擦滾道,若滾柱的長度超長,就會因摩擦而產生響聲。若滾柱的長度超長太多,就會使滾柱兩端面壓在滾道上,造成回轉支承轉動困難。再者調整墊圈摩擦滾?而產生的聲音,主要是裝配調整墊圈孔徑大于螺栓直徑。當螺栓預緊力不足時,調整墊圈易竄入滾道并與滾柱圓角產生摩擦。
(2)單排交叉滾柱式回轉支承轉動時有“咯-咯”的響聲原因分析:①軸向間隙偏小造成。一般來說,軸向間隙在保證回轉支承轉動?活的前提下,間隙越小越好。局部位置的軸向間隙小到趨于零時,滾柱與座圈間的摩擦阻力增大,在較大驅動力的作用下產生響聲。②回轉支承安裝基準面不平或滾道面扭曲不平。回轉支承安裝基準面不平度應小于其軸向間隙,否則,裝配后螺栓擰緊,由于回轉支承本身剛性小,隨著安裝基準面的不平將產生變形。
造成滾柱在不平滾道上轉動。當部分變形大于或接近軸向間隙時,就會產生響聲或轉動困難。回轉支承壓圈退刀槽偏于上下壓圈的結合面或滾道中有鐵屑等異物或滾道面有其他缺陷。由于退刀槽偏于結合面時磨削用砂輪夾角處損耗快,在較長滾道內口有凸起現象,滾柱在其上滾動就會產生響聲。退刀槽處殘留切削的毛刺或鐵屑也會造成轉動時的響聲。另外,滾柱在滾道內擠得太緊,造成無間隙轉動,缺少潤滑油,造成干摩擦,也會產生響聲。
(3)回轉支承滾道面缺陷分析:①滾道面產生剝落的原因分析:由于滾道嚴重不平或平面扭曲;受重載作用后,局部壓力過大,超過滾道接觸強度;因點狀沖擊或長期超負荷工作,造成疲勞破壞;滾道銹蝕,產生裂紋并逐漸擴大;局部強力沖擊,造成淬硬層斷裂;淬硬層不均或太薄;滾道內殘存較硬的異物,造成局部壓強過大;原材料中條狀組織破壞淬硬層。②滾道、滾柱局部產生麻點或點蝕原因分析:滾道內有硬雜物如砂粒、鐵屑;局部滾道長期工作在較高的接觸強度下,引起局部疲勞。由于密封維護保養不好,使雨水或清洗液浸入滾道,造成滾道、滾柱局部產生麻點或點蝕;裝配螺栓預緊力不足或松動,引起軸向間隙增大,滾柱在較大傾翻力矩旋轉,滾道邊緣接觸應力劇增并產生滑動,滾柱一端實際承受的極大應力易產生點蝕。③滾道面出現較規則的線狀壓痕原因分析:主要原因是回轉支承長時間在一定位置靜態振動,如汽車起重機長時間在崎嶇不平的地帶行駛,軸向間隙增大,使滾柱母線沖擊滾道,從而產生間距相等的線狀壓痕。
4 結語
總之影響回轉支承的運輸、倉儲、安裝因素多,只要在日常維護、保養時進行細致、專業分析,抓住問題關鍵能予以克服。交叉滾柱式回轉支承具有承載大、剛性好、結構緊湊的優點,對使用中的單排交叉滾柱式回轉支承出現的故障,可以結合以上診斷分析,找出回轉支承出現故障實際原因,并進行改善。回轉支承應用在不同的設備上出現的故障,應根據設備的實際工況,具體診斷分析,解決問題效果更顯著。
參考文獻:
[1]羅太景.解析軸孔間距的測量方法對測量準確度的影響[J].煤礦機械,2008,29(6):113-114.
[2]羅太景.軸、孔磨削表面波紋度的評定與質量控制[J].新技術新工藝,2008(4):30-31.
[3]羅太景.滑動軸承工作表面波紋度的分析與質量控制[J].軸承,2006(1):18-19.
[4]羅太景.軸、孔磨削表面粗糙度的評定與質量控制[J].機床與液壓,2009(4).
[5]羅太景.齒輪箱軸承座孔的中心距測量方法精度分析[J].機械傳動,2009(1).
(來源:煤礦機械)
