
活塞連桿組的拆卸、裝配方法
2023-05-18活塞連桿組的拆卸
① 按照由上至下的順序拆卸外圍附件。
② 拆卸氣缸蓋,需注意將缸蓋螺栓按照由兩端向中間對(duì)稱分幾次旋松,以免缸蓋變形。
③ 拆卸油底殼。
④ 檢查活塞頂部的裝配標(biāo)記,若無則打上標(biāo)記并標(biāo)明氣缸號(hào)。
⑤ 轉(zhuǎn)動(dòng)曲軸,將準(zhǔn)備拆卸的連桿相對(duì)應(yīng)的活塞轉(zhuǎn)至下止點(diǎn)位置。
⑥ 拆下連桿螺母,取下連桿蓋、軸承,并按次序放好。
⑦ 用橡膠錘或鐵錘木柄推出活塞連桿組,注意不要傾斜,不要硬撬、硬敲,以免損壞氣缸。
⑧ 取出活塞連桿組后,應(yīng)將連桿蓋、螺栓、螺母按原位裝回,并檢查連桿的裝配標(biāo)記。標(biāo)記應(yīng)朝向傳動(dòng)帶盤,連桿和連桿大頭打上對(duì)應(yīng)缸號(hào)。
⑨ 用活塞環(huán)裝卸鉗拆下活塞環(huán)。觀察活塞環(huán)上的標(biāo)記, “TOP”朝向活塞頂部。

⑩ 拆卸活塞,加熱到60℃后拆下活塞銷。
活塞連桿組的裝配
活塞連桿組的檢驗(yàn)
01 活塞圓度的檢驗(yàn)
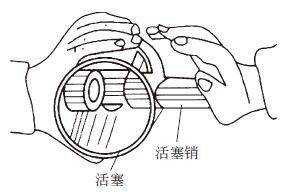
活塞為橢圓形,其短軸在活塞銷方向上。活塞圓度的檢驗(yàn)應(yīng)在圓度檢驗(yàn)儀上進(jìn)行,其圓度的值是0.40mm。
02 活塞環(huán)的檢驗(yàn)
用塞尺檢查活塞環(huán)的側(cè)隙,如下圖中 (a)所示。標(biāo)準(zhǔn)間隙為0.02~0.05mm,使用極限為0.15mm。
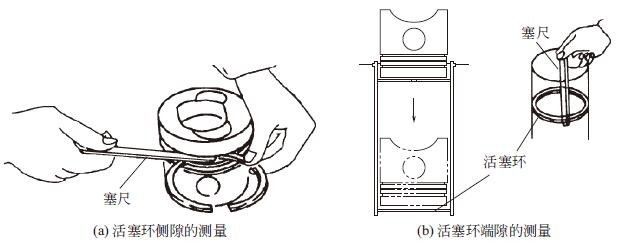
用塞尺檢查活塞環(huán)的端隙,如下圖中(b)所示。倒置活塞,用其頂部將活塞環(huán)垂直推入氣缸,在離氣缸頂面15mm 處進(jìn)行測(cè)量。
對(duì)于新環(huán),道氣環(huán)為0.03~0.45mm,第二道氣環(huán)為0.25~0.40mm,油環(huán)為0.20~0.50mm,磨損極限值為1.0mm。
活塞銷為全浮式,即正常工作時(shí)活塞銷和連桿襯套及活塞銷座之間均為間隙配合。在(25±5)℃時(shí),將涂有潤滑油的活塞銷用大拇指僅需很小的力就可推入連桿襯套內(nèi),同時(shí)靠活塞銷本身重力(垂直向下時(shí))又會(huì)從襯套中滑出一點(diǎn)且無松曠感。
冷態(tài)裝配時(shí),活塞銷與活塞銷座為過渡配合。將活塞放入水中加熱到60℃取出,此時(shí)用大拇指應(yīng)可壓入,即為合格。
安裝活塞銷卡環(huán)
卡環(huán)與活塞銷端面應(yīng)有0.15mm 的間隙,以滿足活塞銷和活塞熱脹冷縮的需要。
安裝活塞環(huán)
道氣環(huán)是矩形環(huán),第二道氣環(huán)是錐形環(huán),油環(huán)為組合式,用活塞環(huán)裝卸鉗依次裝好。注意,“TOP”朝向活塞頂部,三環(huán)開口錯(cuò)開120°,環(huán)開口位置與活塞銷中心錯(cuò)開45°。
將活塞連桿組裝入氣缸
