
M1432萬能外圓磨床砂輪主軸的改造
2022-07-27王嬋娟,王軍團
針對M1432萬能外圓磨床的砂輪主軸回轉精度不高、精度保持性差、故障率高、軸承軸瓦調整困難、使用壽命低以及難以滿足近年來對產品高精度和高效率生產的要求等問題,運用動靜壓技術對砂輪主軸支承部分進行改造,取得非常好的效果。
M1432萬能外圓磨床是一種應用范圍較廣的設備,它可以完成磨削公差等級為IT5~IT6工件的外圓和內孔的加工工序。磨床的主要部件是磨頭,而磨頭中的砂輪主軸及其支承部分將直接影響磨削件的加工精度和表面粗糙度,是磨頭部件中的關鍵部分。
1.問題的提出
圖1所示為磨頭結構圖,磨頭主軸的前后徑向支承均采用相同結構的“短三瓦”式的動壓滑動軸承。每一個滑動軸承由三塊扇形軸瓦組成。每塊軸瓦都支承在球面支承螺釘的球面上。調節球面支承螺釘的位置,即可調整軸承的間隙(通常間隙為0.015~0.025mm)。軸承在其工作過程中將形成壓力油膜呈現液體摩擦工作狀態。動壓型液體滑動軸承的油膜壓力形成原理如圖2所示。


當主軸停止不轉時, 由于主軸本身質量的緣故,軸與軸瓦金屬表面直接接觸并形成楔形縫隙。當主軸旋轉后,軸把吸附在軸頸表面的油液,帶到軸頸和軸瓦內表面之間的楔形縫隙中,楔縫由大變小, 使油液受到擠壓,形成油膜壓力(或稱壓力油楔)。當軸的轉速越高,油液在楔形隙縫中被擠壓的越緊,油膜壓力也就越高,主軸中心越接近于軸承孔的中心。
短三瓦軸承是動壓型液體滑動軸承。當砂輪主軸旋轉后,三塊軸瓦各自在其球面螺釘的球頭上擺動到平衡位置,形成三個楔形縫隙,于是便形成三個壓力油楔。由于砂輪的主軸轉速較高,所以油楔的作用力很大,將主軸浮起在三塊軸瓦之間。當砂輪主軸受到外界載荷而產生徑向偏移時, 在偏移方向處油楔縫隙變小,油膜壓力升高,而在相反方向的油楔縫隙增大,油膜壓力減小,于是,便產生了一個使砂輪主軸恢復到原中心位置的趨勢。因此,這種短三瓦雙向自定位的多油楔滑動軸承的回轉精度和剛度, 比普通的單油楔滑動軸承高。
2.改造的原因
從動壓軸承的工作原理可以看出, 軸承必須在一定的轉速條件下, 才能形成液體摩擦(壓力油膜)。當主軸處于起動和停止位置瞬間時,不能產生油膜潤滑, 主軸與軸承金屬表面將直接接觸形成干摩擦, 造成支承部分的磨損。M1432磨床是20世紀七八十年代的產品,使用時間較長,將造成磨床主軸軸承磨損嚴重,主軸與軸承之間的間隙增大, 主軸的徑向跳動超差,軸頸與軸承表面粗糙度值加大,其表面形狀也將發生變化,使其失去原有的精度。雖然可以采取刮研、調整間隙、鍍鉻、超精磨或研磨主軸頸及刮研箱體孔等措施。但是費工費時,同樣的故障還會經常發生。每一次砂輪主軸部件修復,磨床的精度都有不同程度的損害。此外,為了保證砂輪主軸運轉平穩,每次修復后都必須將裝在主軸上的零件經過仔細平衡(特別是砂輪),然后才能將它們裝到主軸上,砂輪主軸的調整過程是比較繁瑣的。而對于那些由于溫升過高造成鉛熔化析出,使軸瓦表面變黑且有許多微孔的軸瓦以及軸瓦表面不是因為摩擦產生的非細絲狀磨痕等缺陷的零部件,必須進行更換處理。特別是動壓軸承起動力矩大,主軸軸心將隨著外負載和轉速等工作條件變化而變化,其旋轉精度和穩定性有一定的限制,滿足不了當今隨著產品精度要求提高和效率提高的生產需求。
3.方案的確定
針對M1432磨床中的磨頭主軸部分所存在的問題,決定對原主軸支承系統進行改造。應用中航設備研制廠生產的WMB型動靜壓混合滑動軸承、配套外磨組件和供油裝置,取代原支承系統中的動壓短三瓦軸承結構。改造后的磨頭結構如圖3所示。
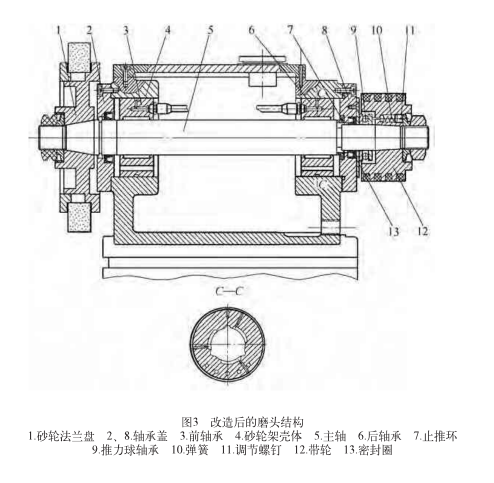
WMB型動靜壓混合滑動軸承既綜合了液體動壓軸承和液體靜壓軸承的優點,又克服了各自缺點的一種新型滑動軸承。它采用孔式供油和不等寬階梯封油邊的淺腔結構,將動壓軸承和靜壓軸承工作原理進行疊加,把液體靜壓軸承的深油腔設計成只是軸承半徑間隙的1~2倍的淺腔,通過高壓油后,利用淺腔節流器的原理,使壓力油進入油腔中產生足夠大的靜壓承載力,將主軸懸浮在高壓油膜中間,從而起動力矩小、無機械磨損,克服了液體動壓軸承起動和停止時出現?干磨擦造成軸與軸承磨損的現象,提高了主軸的使用壽命?精度保持性;主軸轉動后,淺腔與封油面間又構成了階梯形楔形結構,在靜壓承載力的基礎上又疊加了動壓承載力,在主軸旋轉后油腔壓力表壓力可達196~245N/cm2,承載能力和剛度比主軸旋轉前的壓力提高4倍以上。由于WMB型動靜壓混合滑動軸承使其主軸始終處于懸浮狀態下工作,因而具有很高的旋轉精度和運轉平穩性。而軸承的節流器是由主軸和軸承表面構成,主軸是轉動的,從而克服了節流器易堵塞的缺點。
4.方案實施
(1)主軸箱體軸承座孔的研磨。檢測箱體軸承座孔, 配磨研磨心棒。對主軸箱體上的二軸承座孔進行研磨。研磨心棒在研磨時應與箱體垂直, 以免心棒的質量影響了孔的圓柱度, 精研后使其同軸度和圓度不大于0.003mm,表面粗糙度值Ra=0.4μm。
(2)配磨軸承。測量軸承內孔,配磨1:10 000長250~300mm的錐度心軸,心軸的中心孔要研磨好。然后配磨軸承外徑,使軸承座孔與軸承外圓之間的間隙在0.005~0.008mm,用手把軸承推入到箱體座孔中1/2以上長度,但不要超過3/4為宜。
(3)研磨軸承內孔。兩軸承裝入箱體后,再用心軸研磨兩軸承內孔, 使其同軸度和圓度不大于0.003mm,研磨量不超過0.01mm。研磨完軸承內孔后,要用95%煤油和5%的主軸油混合液進行清洗。
(4)主軸修配。若主軸有研傷、劃痕及圓度誤差等輕度缺陷時,對其進行拋光研磨處理(若研傷嚴重或有裂紋,應更換主軸):①修磨主軸兩端中心孔,檢驗其錐面跳動,跳動值應小于0.005mm。②以軸承內孔為基準配磨主軸,使其間隙處于0.025~0.03mm,兩軸頸圓度、同軸度和圓柱度均不得大于0.003mm,Ra=0.16μm。
(5)配置液壓系統(見圖4)。利用原主軸箱體內腔作為動靜壓混合滑動軸承液壓系統的油池,采用軸承與供油集成體配套使用的方式。油池中的油液經過兩次粗、精濾油器的過濾進入兩個軸承油腔內,并形成壓力油膜。將主軸與軸承隔開。液壓系統中的壓力繼電器的作用是使得主軸電動機在液壓系統未達到規定壓力時,不能起動運行。

(6)裝配前的清洗。按供油裝置說明書的要求進行清洗,主軸軸承裝配前對所有的管接頭、零件用煤油清洗干凈,裝好供油裝置后,加入95%煤油和5%機油,開泵沖洗20min左右,隨后接通軸承進油接頭,開泵沖洗1h。裝入主軸后重新加入主軸油。
(7)主軸運行調試。接通主軸油池, 調整供油壓力在1.2 ~1.4MPa,此時軸承油腔的靜壓力在0.7MPa左右,主軸應能隨油液的循環而產生輕快的自轉,自轉1h后無異常,再裝上皮帶起動砂輪電動機,油腔的壓力應為靜壓力的2~3倍,再運行2.5h左右,觀察軸承壓力應在允許范圍內即為正常。
5.結語
經過改造后的主軸軸承系統,運行狀況良好,主軸在工作的過程中,幾乎沒有磨損,機床的精度保持性良好,工件的加工精度提高2~3倍,承載能力大幅度提高,可加大磨削深度,提高功效3倍左右,可以適應目前新產品對于加工精度和質量的需求,設備的維修方便,由于主軸與軸瓦不易磨損,使得磨床的使用壽命也得以提升。
本文發表于《金屬加工(冷加工)》 。金屬加工版權所有。
