
圓柱孔軸承的安裝
2023-04-24(1)用壓力機壓入的方法
小型軸承廣泛采用壓力機壓入的方法。如圖1所示,在內圈上放置墊塊,用壓力機緩緩地壓至內圈端面緊貼軸肩,采用壓力機安裝時禁止將安裝工具放在外圈上,否則會損壞軸承,在安裝前,建議在配合面上涂油以便于順利插入。使用榔頭敲打安裝的方法只限于過盈量小的小型球軸承,且是在無法使用壓力機的情況下,該方法不得用于過盈量大或大、中型軸承。使用榔頭時,必須在內圈上放置安裝工具。
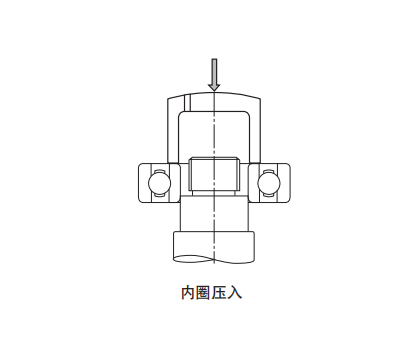
圖1
當非分離型軸承如深溝球軸承的內外圈都需要過盈配合的場合,如圖2所示,在內外圈上放上墊塊,用螺桿或油壓將內外圈同時壓入。由于調心球軸承外圈易傾斜,因此,安裝時應使用如圖2所示的安裝工具。

圖2
分離型軸承如圓柱滾子軸承、圓錐滾子軸承,可以將內、外圈分別安裝在軸和軸承座上,對分別安裝好的內圈和外圈進行裝配時,應仔細將二者對齊。裝配不當或勉強裝配可能會造成滾動面刮傷。
(2)熱裝的方法
由于大型軸承壓入時需要很大的力,所以廣泛采用熱裝法,首先在油中加熱軸承,使之膨脹,然后裝到軸上。
使用這種方法可以防止安裝時用力不當,并可縮短軸承安裝時間。
不同溫差以及軸承尺寸的內圈膨脹量見圖3。
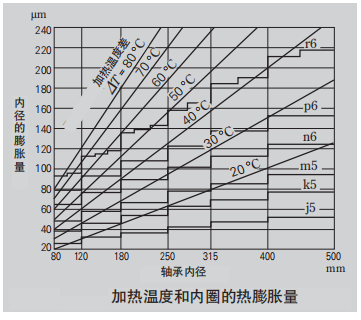
圖3
熱裝作業有關注意事項如下:
(a) 軸承加熱不可超過120℃;
(b) 為使軸承不接觸油槽底部,應將軸承放在金屬網架上或吊在油槽內;
(c)為了防止操作中因內圈溫度下降而難于安裝,應將軸承加熱至比所要求溫度高出20~30℃。
(d)安裝后,軸承冷卻,在軸向和徑向上都出現收縮。
所以,應使用定位方法使軸承緊緊地貼緊軸肩防止二者之間產生間隙。
NSK軸承感應加熱裝置
除用油熱裝外,利用電磁感應原理的NSK感應加熱裝置也被廣泛使用。
NSK感應加熱裝置,通電后線圈內的電流(交流電)產生碰場,使軸承內部感應電流,從而產生熱量。因此,可以在短時間內,不用火、油便實現均勻加熱,進行高效,清潔的軸承熱裝作業。
對于裝拆較頻繁的場合,如軋鋼機輥頸以及鐵路車輛車軸用圓柱滾子軸承,應使用感應加熱裝置進行內圈的安裝及拆卸。(NSK)
